




精心打磨的产品视频已准备就绪,它将带您深入供应批发钢筋笼绕笼机-省钱的魅力世界,让您重新发现产品的无限可能。
以下是:供应批发钢筋笼绕笼机-省钱的图文介绍


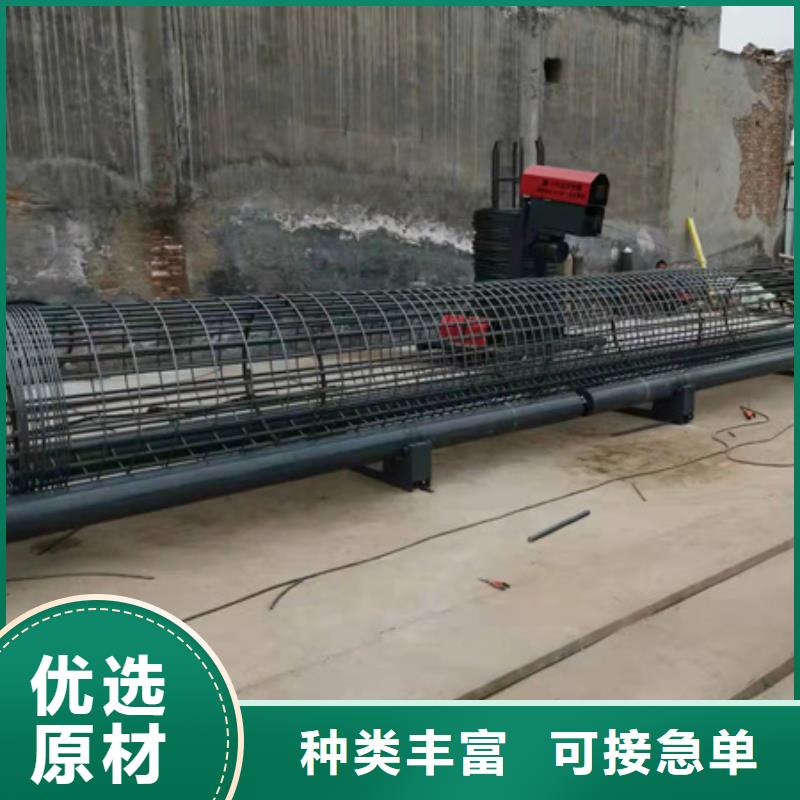
很多的路桥工程和隧道工程中桩基础工程多。施工方急需一种能够快速生产标准化钢筋笼的设备来解决燃眉之急。钢筋笼绕筋机就是这样一种低成本的半自动化设备。相信还有很多人对钢筋笼绕筋机这种设备感到陌生。今天就来给大家介绍一下什么是钢筋笼绕筋机,以及钢筋笼绕筋机的优缺点。钢筋笼绕筋机是一种专门缠绕钢筋笼外部绕筋的数控设备。施工单位用人工把钢筋笼的主筋和内部加强圈焊接成钢筋笼的大致骨架,然后放到钢筋笼绕筋机上进行绕筋的缠绕。钢筋笼绕筋机的主要优缺点:1、钢筋笼绕筋机生产的钢筋笼比人工生产要标准的多。常用桩径的钢筋笼一米的绕筋误差在3cm左右。2、生产速度快。来一米直径的12米长度钢筋笼来说,钢筋笼绕筋机只需要20—30分钟就可以生产完毕。产品特点:1、 速度快待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2、 质量稳定机械化作业不受人为因素影响,长时间工作可稳定质量不变。3、 适合各种主筋箍筋数量、形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4、 转运便捷组合式设计使搬运、安装、生产等不依赖起重设备,适应工厂化大批量固 定生产和施工现场分散的机业。5、 功耗低总功率不到15KW,同步工作不到5KW ,节能而且不影响总电容的配比。6、 流水线形式施工不受各工序影响,不间断完成主筋箍筋焊接成型、绕筋施焊等 全部。7、 采用螺纹连接技术可,帮助钢筋笼分解、安装速度。



建贸机械设备有限公司专业生产 云南玉溪钢筋笼滚笼机,品质保证,精品齐全,品质保障,值得信赖,可根据客户要求定制加工,其他型号齐全客户随意挑选。


全自动数控钢筋笼绕筋机平时的维护和保养工作:全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。2. 产品途及优势钢筋笼绕筋机现,解决了钢筋笼滚焊机无法同时双盘筋同时缠绕问题,且钢筋笼绕筋机钢筋笼制作,效率高,省时省工,对于不同直钢筋笼切换设备不刻意调节,使方便灵活。结束了钢筋笼一贯工历史,为桥梁桩基制造大大了效率,可根据客户情况定制设备,可加工36米以上,直两米以上钢筋笼,广泛于高铁、高速等项目建设,钢筋笼绕筋机加工钢筋笼精度高,误差小,两个相邻之间绕筋误差在3mm以内,米尺直接拉3米长度,总共误差在2CM以内,基本都是项目部达标产品。钢筋笼绕筋机所有制作材料严格使国标钢材,生产严谨,故障率远低于行业平均水平,本司郑重承诺绕筋机整机质保一年,不仅要把好产品售去,还要给客户提供优质售后服务,时间为客户安装设备,时间为客户解决问题。3. 技术参数主筋Φ12~40mm,箍筋Φ5~14mm(盘筋直接作业),绕筋间距范围:0~450mm可任意;功率:通设备15KW,加重设备20KW;可定做。滚焊速度根据操作熟练成度从低到高可任意。盘电机及电机电源电缆采链式保护,确保设备运行。传统以来,在有桩基施工的建筑工程中,桩基所用的钢筋笼一直由人工缠绕绑扎或弯圆后焊接。由人工制作钢筋笼,间距不均匀,松松垮垮,极易变形,影响了工程质量;且需要大量的人力,加工成本也很高。在我国各施工现场,还是以人工加工为主,但钢筋笼的自动成型已成必然发展趋势。


可生产双盘筋、双主筋高要求钢筋笼产品滚焊速度根据操作手的熟练成度从低到高可任意CO2气体、焊丝、焊条等就近定点采购套筒连接及对焊连接的主筋可直接上设备生产设备操作简单、人性化 2、自动焊接,焊点,减轻劳动强度。加工区面积至少30米x50米 3、变频控制拖笼机构,行走精度高。每班3人即可正常生产钢筋笼绕筋间距范围:50到450mm可任意 4、自动托笼设计,避免焊接中因笼子自重其弯曲变形。滚焊速度根据操作手的熟练成度从低到高可任意一米之内盘筋间距误差可控制在5mm以内箍筋Φ5到16mm(盘筋直接作业)盘电机及电机电源电缆采用坦克链式保护每班3人即可正常生产钢筋笼 5、自动上料装置,加快上料速度,提率。 6、模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。钢筋笼直径误差控制主筋Φ12到40mm每班3人即可正常生产钢筋笼 7、平立辊式矫直装置,矫直效果好,寿命长。 8、控制:PLC、屏、变频器。钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。



