





龙丽金属材料有限公司本着以诚信为基础、服务求发展的经营理念,员工工作热情饱满,使公司自成立以来,在激烈的 山东济宁45号精密钢管竞争中不断发展壮大。经过多年的努力开拓,公司以良好的 山东济宁45号精密钢管性价比,优良及时的售后服务赢得了客户的信赖。公司愿一如既往地与各位新老朋友真诚合作、互惠互利、共同发展。我们的宗旨是为客户:创造便利和放心!我公司本着先做人、后做事的态度,对所有新老客户免费提供 山东济宁45号精密钢管方面的咨询。

生产精密钢管管料尺寸的选择
在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。
选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。
道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。


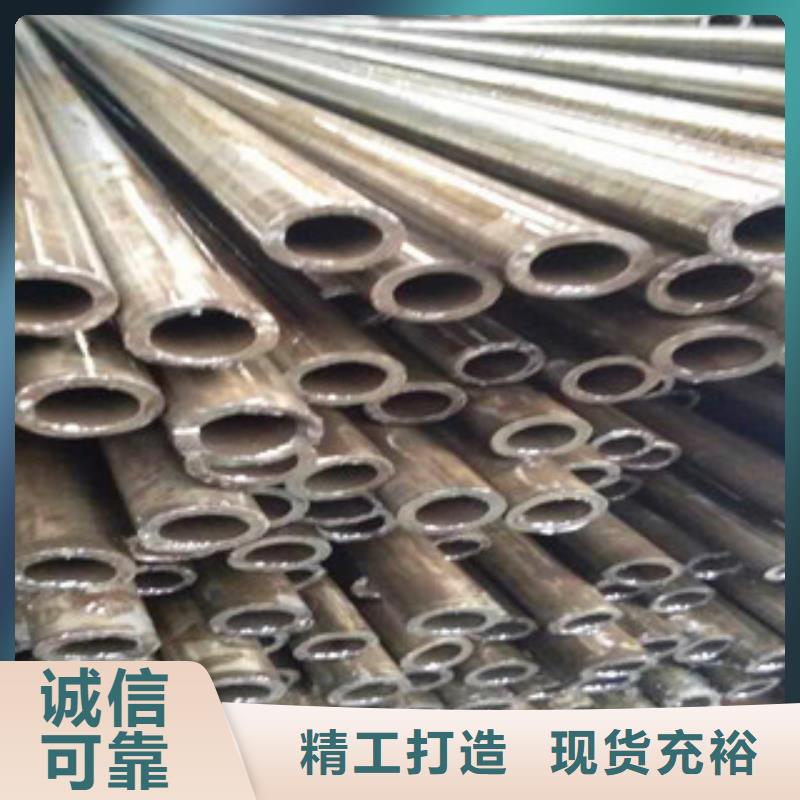
精密钢管和异形结构管的尺寸与特性
精密钢管
精密钢管(未填充)的尺寸与特性各表中列出了标准管、厚壁管和特厚壁管的尺寸选用范围。关于完整的制造尺寸范围,请参阅制造厂样本。
异形结构管材
方形和短形结构管材(未填充)的尺寸与特性各表中列出了常用规格的选择范围。其他规格的尺寸与特性,请参阅制造厂样本。
这些尺寸与特性表是根据外圆角半径等于规定壁厚的两倍计算的。材料规范规定。外圆角半径变化范围可达到规定壁厚的三倍。这外变化范围在那些紧配合很重要的细节中应加以考虑



