
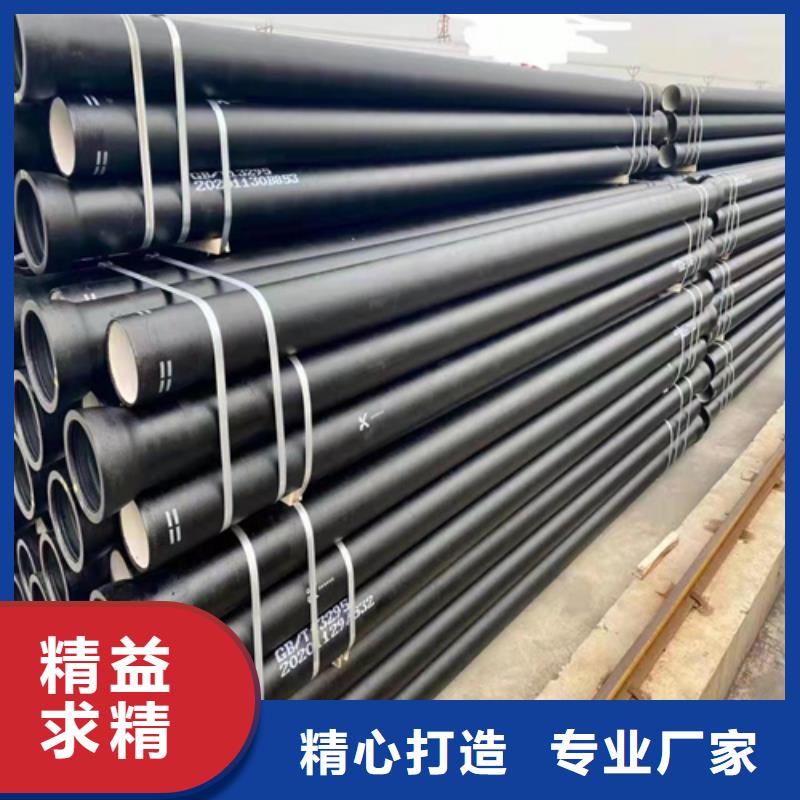
想知道DN400球墨铸铁管自产自销产品有多棒?看视频就够了,它比千言万语都更有说服力!
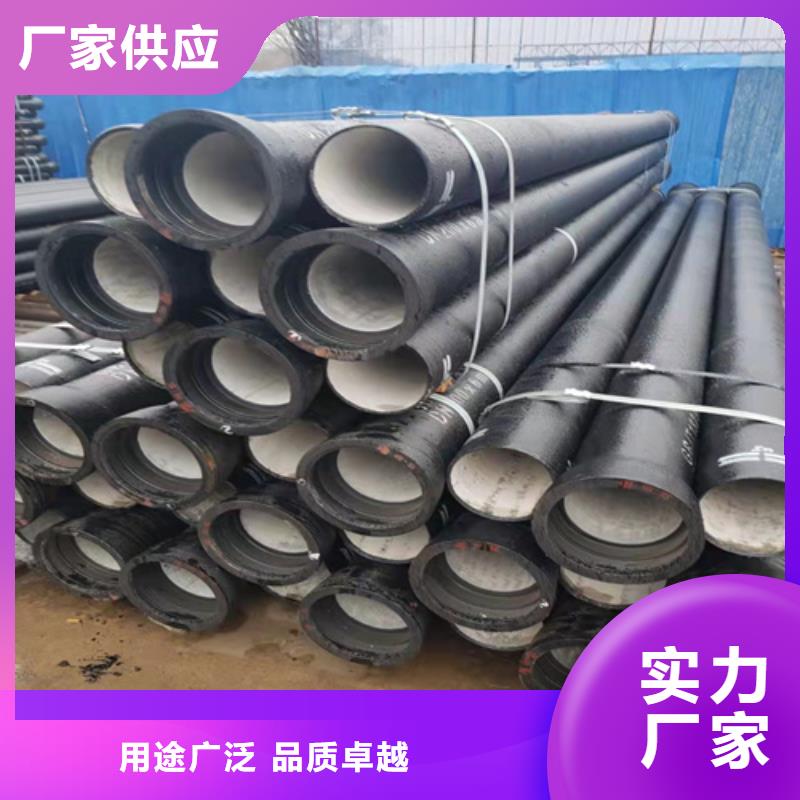
以下是:DN400球墨铸铁管自产自销的图文介绍
鹏瑞管业有限公司坐落于传统与创新交融的湖北恩施高新技术产业开发区,拥有100万平方米 湖北恩施球墨铸铁管厂家生产基地。10多年春华秋实、初心不变,我们坚守着做 湖北恩施球墨铸铁管厂家行业追求者的品牌定位,为改变 湖北恩施球墨铸铁管厂家而精工智造!

鹏瑞球墨铸铁管随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯、型砂、铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力),铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件容易在这些地方产生热裂。热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。


因此这两种方法在满足高精度、高率的生产需求方面显得力不从心。随着计算机、电子、传感技术的飞速发展,泄漏检测技术的发展将迎来新的发展契机。未来的气密性检测技术将向高精度、效率、智能化的方向进一步发展。青岛球墨铸铁管气密性检测安装要点: ①、清理管口:将承口内的所有杂物擦洗干净。 ②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。 ③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。 ④、下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。 ⑤、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。 ⑥、顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。球墨铸铁管气密性检测首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端用力左右摇晃管子,直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。 ⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行用力的方法使管件平行安装,胶圈不致被挤。也可采用加长管件的办法,用单根钢丝进行安装。 ⑧、检查:检查承口插口的位置是否符合要求(用钢板尺伸入承插口间隙中检查胶圈位置是否正确到位)。



铸管体系中,球铁管强度是灰铁管的 3 倍,延伸率灰铁管为 0 而球铁管达到 10%,抗腐蚀性铁管是灰铁管 30倍,使用寿命长于灰铁管,种种性能对比决定了其对灰铁管的替代性能。传统的灰铁管因其材质较脆,强度和韧性较低,采用机械性接口,使用时无法承受较高的内、外载荷,经常不可避免地发生爆、豁、断、裂等现象,遇到地质条件、外载条件变化时,容易发生管体脆断、错位事故,并产生泄漏,现在已基本退出市场。传统的经济学理论指出:消费者在进行消费时,一般会受朴素的等值观念(即价格与产品的价值相等)的影响,产品的品质和价值决定了消费者对消费品的取舍。离心浇注球墨铸铁管安装时注意事项 1、进入管沟时必须戴帽 2、应仔细检查管沟是否有塌方危险,不是 不要进入沟内 3、在大口径管上使用矫正千斤顶时,应上下两人撑握着进行 4、在进行接口操作时,应当尽可能使用棉手套 5、进入已安装好了接口的管内或为了进行水压试验管内深处时,



