


我们的现场实拍视频将带您走进EN10210方管价格走势产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:EN10210方管价格走势的图文介绍


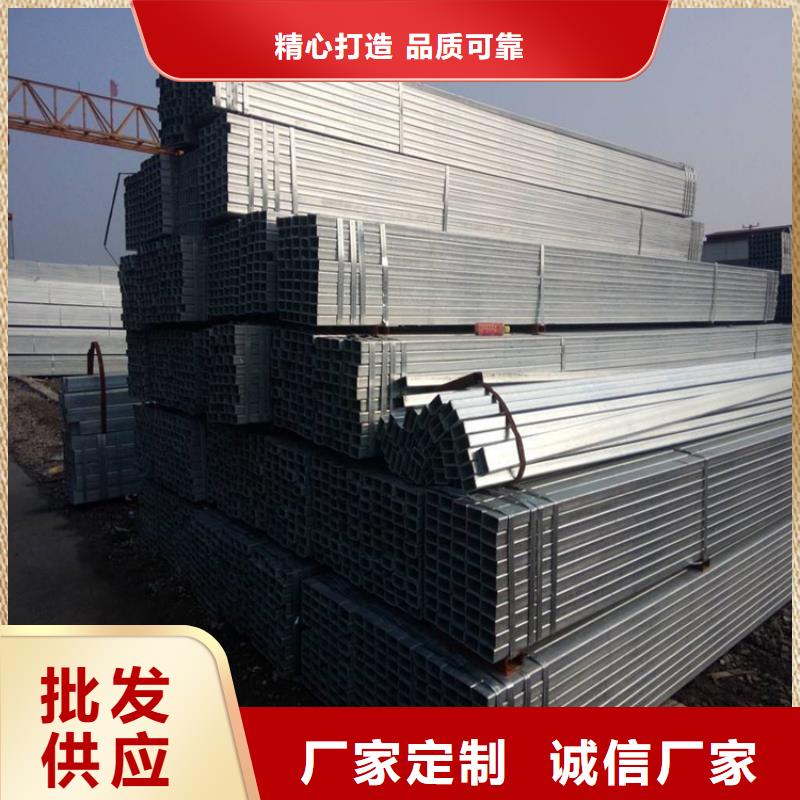
方管黑龙江齐齐哈尔小口径无缝方管有什么使用途径经济发展持续的发展趋势,很多加工制造业都是在开拓创新,小口径无缝方管制作工艺有什么?而有一些产品的产品研发还要合乎现时代经济发展的发展趋势。做为不锈钢板材生产制造领域,无缝方管假如产品开发设计等特性的不锈钢板材不可以,它将在这个阶段被替代和取代。小口径无缝方管就这样一种产品,那麼小口径无缝方管有哪些用途呢?黑龙江齐齐哈尔小口径无缝方管是在基本上不锈钢板条的基本上,再依据一系列高精密的全过程制做而成。小口径无缝方管在特性上比一般钢表带有非常大的。它具备非常高的抗拉强度,小口径无缝方管制作工艺有什么?十分耐磨损。对一般腐蚀物件也是有非常好的耐磨性能。值得一提的是,无缝方管只有采用精密度较高的小口径无缝方管,无缝方管具备外型细致的特性。因为小口径无缝方管具备优良的生产加工特性等耐磨性能和耐蚀性,因此它一般用以全产业链中,仿佛航天航空领域的许多产品都务必是小口径无缝方管。在电子产品全产业链中,一些详尽零件务必由小口径无缝方管做成。仅有极标准化的小口径无缝方管才可以使电子产品的耐用性更强。自然,一些医疗设备的精密度十分高,一般的不锈钢钢带彻底忽视了它的规定。因而,在制做这类实验仪器时,只有采用精密度较高的黑龙江齐齐哈尔小口径无缝方管,只有应用规范化制做的实验仪器,并能预测分析病症检验和医治的预期效果。也是有一些十分的厨房用具也会挑选小口径无缝方管来制做。



万方金属材料有限公司位于开发区汇通物流园A区118号,公司一直秉承诚信经营,客户至上的理念,公司主营: 黑龙江齐齐哈尔挤压无缝钢管。公司遵循诚信经营,货真价实,服务的宗旨,赢得了用户,拓展了市场,建立了销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优良的产品、优惠的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。


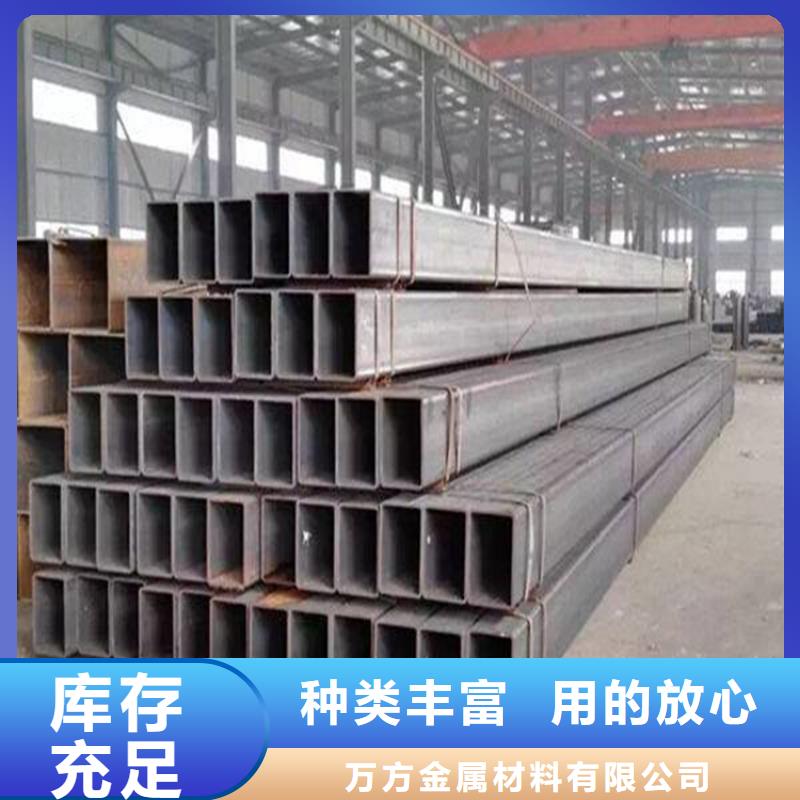
无缝方管黑龙江齐齐哈尔Q345B大口径无缝方管在应用的时候要注意有关的应用目标和应用的方法和特点,具体表现是主要用途较为广泛,在哪儿都可以应用的,普遍的是和别的的不锈钢板材中断对接应用,普遍的对接的全过程中也是要展现有关的难题的,因为无缝方管在方钢管中的部位是好像和无缝管在无缝钢管的中的部位那般是较为的大的,有的时候在塑造中沒有他是不好的。那麼即然无缝方管常常是以对接的方法展现的,它的对接的方法有什么呢?黑龙江齐齐哈尔无缝方管的对接方法有三种,分别是电焊焊接对接、管箍管沟对接、法兰盘对接三种:一、焊合对接方法 将两根无缝方管焊合对接是较为常见的对接方法,这类方法较为用时,可是对总体品质而言是是的,电焊焊接后不容易渗水。二、管箍管沟对接方法 管箍管沟对接是以往较为风靡的一种对接方法,工程施工便捷,只需把二根无缝钢管用生产加工管沟,随后用管箍中断对接,这类方法要求应用品质不错的管箍,品质差的管箍非常容易渗水,对之后应用者留出隐患。三、法兰盘对接方法 法兰盘对接一般应用在对接闸阀处应用。



黑龙江齐齐哈尔无缝方管的应用来源于它的与众不同特性。这类无缝方管归属于闭口粉刺槽钢,这类不锈钢板材与同样截面的圆钢管相较为得话,它具备抗压强度高、抗弯强度抗弯截面系数大、便于安装及其牢固、美观大方等优势。掌握这种是为了更好地可以挑选更适合的管件应用。为了更好地确保无缝方管的特性,无缝方管生产厂家针对方矩形方管的生产工艺流程以下:用焊管机组将热轧带钢成形、焊接成园管拔,再根据定形机定形成无缝方管,即“由圆变方”加工工艺。用焊管机组将热轧带钢立即弯折成方矩形方管坯,随后开展碰角焊接、整形的加工工艺,即“立即成方”加工工艺。


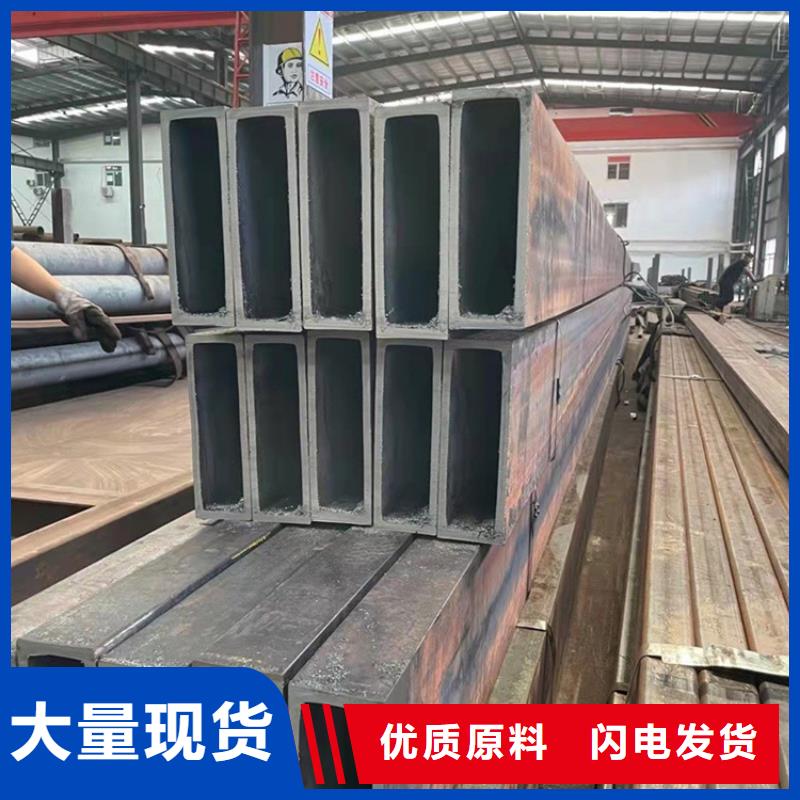
黑龙江齐齐哈尔方管矩形管用于建筑,机械制造,钢铁建设项目, 造船,太阳能发电支架,钢结构工程,电力工程,电厂,农业和化学机械,玻璃幕墙,汽车底盘,机场等。Q345无缝矩管的使用率非常高,但是一般施工方在施工前,对管材、管件、橡胶圈等做一次外观检查,发现有问题的要放弃使用。1、清理Q345无缝矩管管口:将承口内的所有杂物擦洗干净。2、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或8字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。3、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。4、下管:应按下管的要求将Q345无缝矩管下到槽底,通常采用人工下管法或机械下管法。5、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的Q345无缝矩管部位再次污染。6、顶推Q345无缝矩管使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。.



