





Gcr15轴承专用管
生产制造方法:对轴承钢的冶炼质量要求很高,需要严格控制硫、磷和非金属夹杂物的含量和分布,因为非金属夹杂物的含量和分布对轴承钢的寿命影响很大。夹杂物量愈高,寿命就越短。为了改善冶炼质量,近来已采用电炉冶炼并经电渣重熔,亦可采用真空冶炼,真空自耗精炼等新工艺来提高轴承钢的质量。 (2)用途:除做滚珠、轴承套圈等外,有时也用来制造工具,如冲模、量具。 6.化学成分 国标、冶标、日本标准中主要钢号的化学成分见表6—7—24。 表6-7-24 有关标准中主要钢号的化学成分指标 标准号 钢号 化 学 成 分 % C Si Mn P S Cr Mo Ni GB/T3086 -82 9Cr18 0.90- 1.00 <0.80 <0.80 <0.035 <0.030 17.00- 19.00 GB/T3203 -82 G20 CrMo 0.17- 0.23 0.20- 0.35 0.65- 0.95 <0.030 <0.030 0.35- 0.65 0.08- 0.15 YB(T)1 -91 GCr15 0.95- 1.05 0.15- 0.35 0.25- 0.45 <0.025 <0.025 1.40- 1.65 <0.30 JISG4805 -90(96) SVJI 0.95- 1.10 0.15- 0.35 <0.50 <0.025 <0.025 0.90- 1.20 <0.25 品名 中国 美国 日本 德国 英国 法国 前苏联 国际标准化组织 GB AST JIS DIN, DINEN BS,BSEN NP,NPEN TOCL ISO630 牌号 牌号 牌号 牌号 牌号 牌号 牌号 牌号 轴承钢 GCr9 51100 SUJ1 GCr15 52100 SUJ2 100Cr6 100Cr6 wx15 1 9Cr18Mo 440C SUS440C Z100CD17



金海金属材料有限公司成立以来,一贯奉行质量可靠的宗旨,并于今年通过ISO9001:2000质量管理体系认证。
现我公司有大量 广西北海精密管现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。


Gcr15轴承专用管必须如何可靠性?近些年,无缝钢管销售市场展现了,一种新的无缝钢管,这就是轴承钢管。很多会应用到无缝钢管的领域,都开始挑选gcr15轴承钢管了。因为这类无缝钢管拥有 ,十分的应用特性。这让一切的领域,在应用的全过程中,都不容易碰到许多 费劲的难题。次之还因为gcr15轴承钢管,可以切合各种各样事后的生产加工。
gcr15轴承钢管
一般的无缝钢管,因为自身并并不是那麼的平稳,在生产加工的全过程中,很有可能会展现裂缝,或是是不规律形变的情况。一旦管路展现了,那样的一些难题,这会产生许多 事后的难题。倘若发病形变的位置,仅仅不大一部分,那麼立即将这一部分,终止摘除就可以了。可如果发病形变的位置,以前是十分变大。
要想保证 应用的特性,那么就必必须更换,一条新的无缝钢管了。不论是碰到哪样情况,不论是挑选哪一种应急处置方法,这全是会产生一定的损害。可倘若应用了gcr15轴承钢管,就详细不容易存有,这种层面的忧虑。因为这类无缝钢管,在生产制造的全过程中,就有关管路终止了一定的加强应急处置。
这让gcr15轴承钢管本身,金属材料的形变越来越更加的均值,另外这可以让轴承钢管,在其中某一个部分,在生产加工的全过程硬底化。比如说在形变的部分,造成了硬底化以后,就可以让形变,不容易向着别的,沒有发病变形的位置外扩散。这保证 了在应用全过程中,不容易因为管路的形变,很有可能产生的伤害及其损害。



Gcr15轴承专用管生产工艺分为那几种
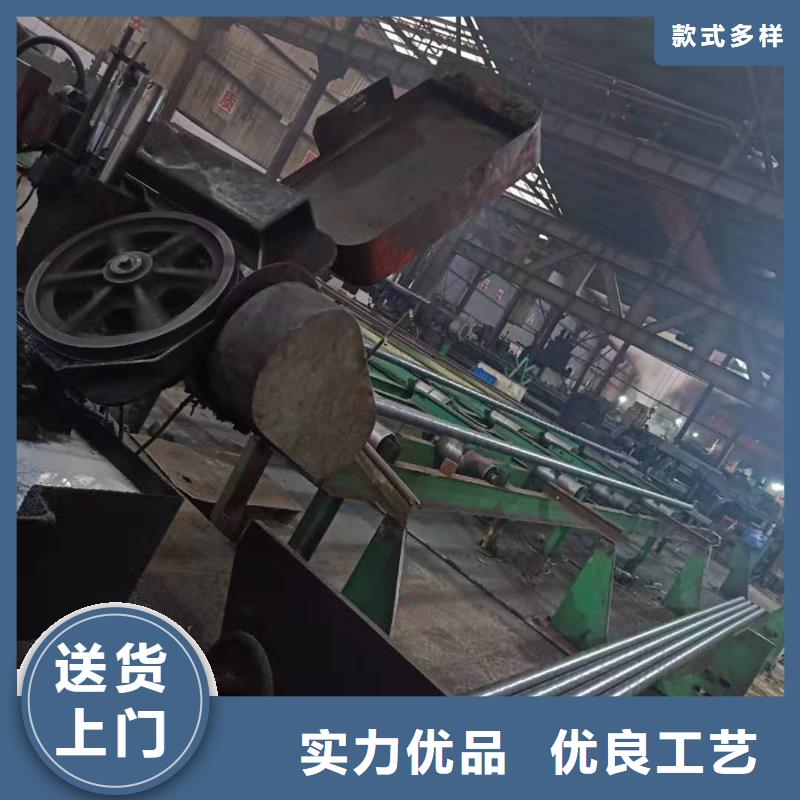
①热轧轴承钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
②冷轧(拔)轴承钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的轴承钢管的生产工艺可以分为冷拔与热轧两种,冷轧轴承钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧轴承钢管要短于热轧轴承钢管,冷轧轴承钢管的壁厚一般比热轧轴承钢管要小,但是表面看起来比厚壁轴承钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧轴承钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧轴承钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,******贴上标签、进行规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 轴承钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。轴承钢管的规格用外径*壁厚毫米数表示。gcr15轴承钢管生产工艺分为那几种
①热轧轴承钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
②冷轧(拔)轴承钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的轴承钢管的生产工艺可以分为冷拔与热轧两种,冷轧轴承钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧轴承钢管要短于热轧轴承钢管,冷轧轴承钢管的壁厚一般比热轧轴承钢管要小,但是表面看起来比厚壁轴承钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧轴承钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧轴承钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,******贴上标签、进行规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 轴承钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。轴承钢管的规格用外径*壁厚毫米数表示。



Gcr15轴承专用管的规格型号规格表达方式
(1)轴承钢管的规格型号和规格一般用制成品轴承钢管生产厂家的直径D,壁厚S和长短L的允差(或允差)规格表达。比如,直径为76mm,壁厚为4mm,长短为6000mm的轴承钢管厂能够 用φ76×4×6000mm表达。可是,一般仅应用轴承钢管厂的直径和壁厚来表达,比如:φ76×4。
(2)轴承钢管生产厂家的规格精密度关键是轴承钢管生产地壁厚的不精密度和椭圆形度。
①轴承钢管生产厂家的厚度不匀就是指轴承钢管生产厂家一切横截面的大壁厚和小壁厚中间的差,用△S表达。
②轴承钢管生产厂家的椭圆形度:轴承钢管生产厂家的椭圆形度就是指轴承钢管生产地一切横截面的大直径与小直径中间的差,用△表达。D.
轴承钢管生产地
3.轴承钢管生产厂家的截面和企业净重的测算
轴承钢管生产厂家的截面能够 根据下列公式计算明确:F=π/4(D2-d2)=π(D-S)×S
在公式计算中:[ZK()F-轴承钢管生产厂家的截面mm2;
D—轴承钢管厂直径,mm;
S—轴承钢管生产厂家的厚度,mm;
轴承钢管生产厂的企业净重,即每米长短的轴承钢管生产厂的基础理论量,能够 测算以下:
W=7。85×π/4(D2-d2)×10-3=0。02466(D-S)×S
式中:W—轴承钢管生产厂家的基础理论企业净重,kg/m;
D—轴承钢管生产厂家的公称压力(或公称压力)直径,mm;
S—轴承钢管生产厂家的允差(或允差)壁厚,mm;
GCr15轴承钢管的相对密度为7.85。
