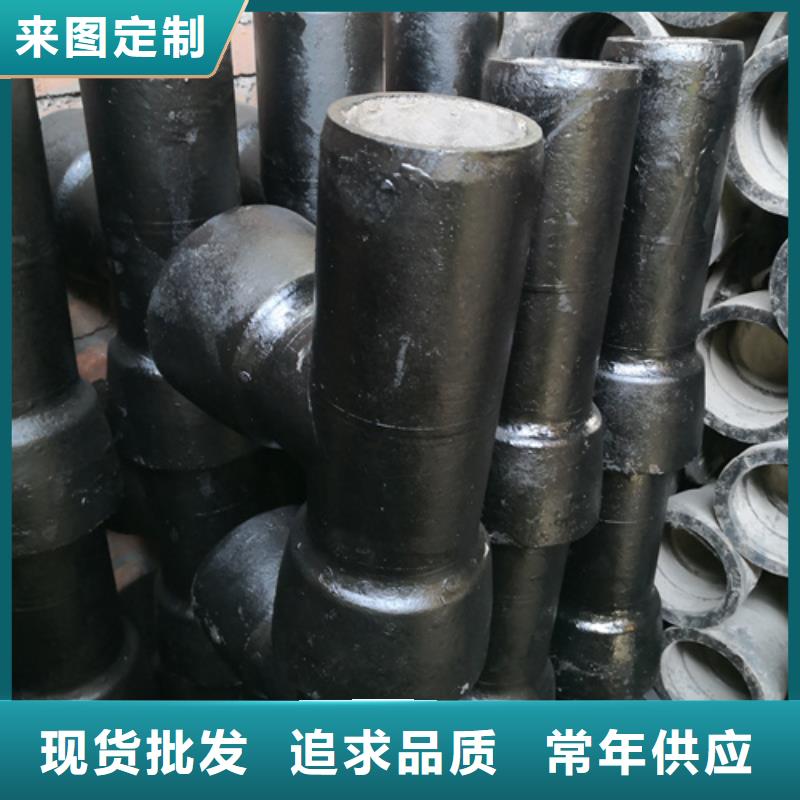


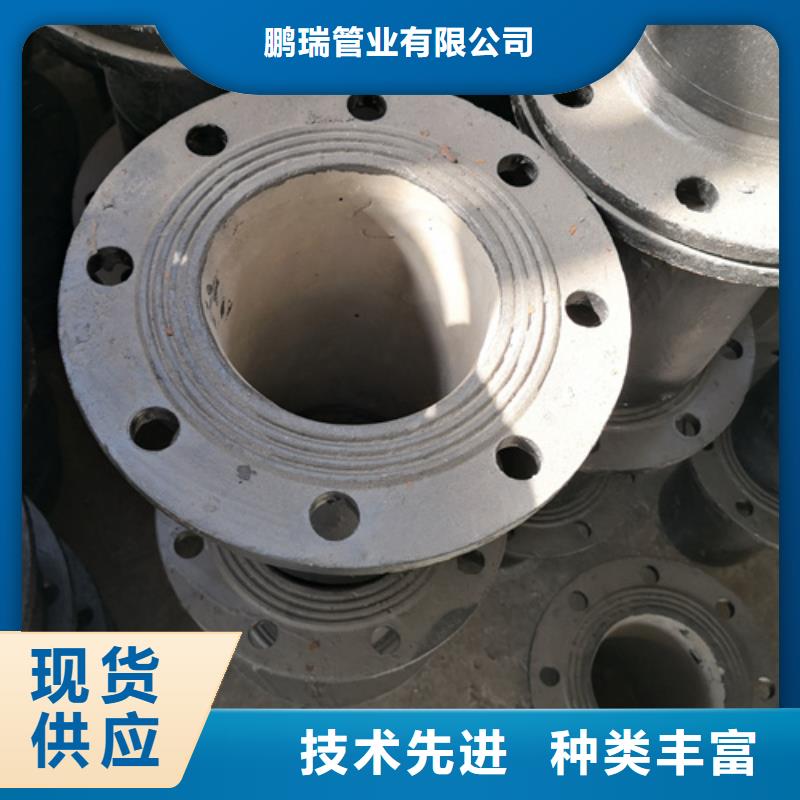


双承双盘四通参数详情视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:双承双盘四通参数详情的图文介绍
然而,球墨铸铁管的产生除了加大我们生活中的方便意外,还能够加大我们生活中的性,都这都是有着很好保障的,能够有效的加深我们的房屋稳定,对我们很多人群都有着很好的心理状态。山东球墨铸铁管件厂生产工艺先进,检验设备完善;集中频炉、离心铸管机、退火炉等高科设备于一体,长年可供应球墨铸铁管及配套管件20万吨。产品严格按照ISO2531际标准组织生产和检验,确保每根铸管均具有良好的机械性能合较长的使用寿命;公司先后通过ISO9001质量管理体系认证,ISO14001环境管理体系,管理体系认证,形成了完善的管理体系。球墨铸铁管的维护保养说要一直从其选型开始,在项目开工前我们就应该对所需用到的部件,如管材件、胶圈、弯头管件主要包括弯头、三通、四通、变径、盘承、盘插等全系列产品类型,等就能一次肉眼目测的外观检查,避免使用带病的部件。


山东聊城鹏瑞管业销售:球墨铸铁管,柔性接口铸铁排水管、管件的专业化大型企业. 在球墨管件、球墨井盖和球墨篦子铸造的生产工艺方面均达到国内先进水平。球铁管件严格执行国标GB13295-2003和国际标准ISO2531、EN545标准,井盖执行EN124标准。目前我公司的管件产品规格DN80-DN800,亦可以按用户要求的其他标准安排生产。管件年产量达二百万余吨,已销往国内各省以及欧洲、中东、东南亚等和地区。公司成立以来,一贯奉行"质量"的宗旨,模具车间、机加工车间、水压车间、化验室、清砂车间等加工检测设备完善,并于2002年通过ISO9001:2000质量管理体系认证。山东鹏瑞管业公司专业生产球墨铸铁管件采用先进的真空消失模生产工艺。ISO2531DN80-DN1200的各种管件。还可根据用户需要生产各种异型球墨铸铁管件,各种机械配件以及国标出口管件。球墨铸铁管年产10万吨,球墨铸铁管件年产10000吨。



(1)灰口铸铁。高碳含量,碳主要存在于片状石墨形态、断裂棕色或灰色。低熔点,固化收缩率小,抗压强度和硬度接近碳钢、良好的减震。因为片状石墨,耐磨性好。用于制造机床床上,气缸,外壳结构等等。(2)白口铸铁。含量低的碳、硅、碳主要是渗碳体形式,裂缝在银。凝固收缩时大,容易产生缩孔和裂纹。硬度高、脆性,无法承受冲击载荷。可锻铸铁制品和耐磨零件。(3)可锻铸铁。由白口铸铁退火处理后,石墨絮状质量分布,以下简称球墨铸铁。统一其组织性能、耐磨性、良好的塑性和韧性。用于制造形状复杂的零件,可以承受强烈的动载荷。球墨铸铁管件是用镁或稀土镁结合金球化剂在浇注前加入铁水中,使石墨球化,应力集中降低,使管材具有强度大、延伸率高、耐冲击、耐腐蚀、密封性好等优点,广泛的应用在了民用生活供水行业中。球墨铸铁管件的内壁采用水泥砂浆衬里,改善了管道输水环境、提高了供水能力、降低了能耗;管口采用柔性接口,且管材本身具有较大的延伸率,使管道的柔性较好,在埋地管道中能与管道周围的土体共同工作,改善管道的受力状态,从而提高了管网运行的可靠性。球墨铸铁管件它不但采用了柔性洁柔提高了效率和降低了成本,而且它的承受供水压力极强、密封性能极好。在供水过程中不但具有良好的抗震性和防漏性,而且在安装管道线路时十分的方便快捷。球墨铸铁管件主要作为民用供水管件它和法兰管件的特点不一样,不但对它的、无异味、对水源无污染、对人们身体无公害等条件,而且还要有一定的防腐蚀性。



我厂管理体系完善, 安徽亳州球墨铸铁管厂家技术力量雄厚, 安徽亳州球墨铸铁管厂家加工设备齐全, 安徽亳州球墨铸铁管厂家产品性能具有国内先进水平, 安徽亳州球墨铸铁管厂家产品质量居于国内同行业优越地位。优良的 安徽亳州球墨铸铁管厂家产品,完善的售后服务,使我厂树立良好的企业形象,并得到广大用户的一致好评和信赖。
鹏瑞管业有限公司服务宗旨:产品质量以优争先,销售服务以诚为本,合同往来以信当荣。


球墨铸铁管敷设施工工艺标准球墨铸铁管敷设施工工艺标准适用范围适用范围本标准适用于一般室外燃气管道,工作压力不大于城镇管道安装。不适用于液化石油气管道。施工准备施工准备材料球墨铸铁管管材及管件应符合现行标准《离心铸造球墨铸铁管》和《球墨铸铁管件》的规定。管材必须有合格,且批量、批号相符。检查管材、管件外形尺寸是否符合允许偏差且无损坏、无裂缝等。橡胶圈(环)应形体完整、表面光滑,无老化、变形、扭曲现象。管口密封、润滑材料应使用合格产品,并有合格证。球墨铸铁管管材、管件运输管材、管件搬运和长途运输时要妥善捆扎,每根管子捆扎不应少于个部位,管材两端要严加保护,防止受到振动和撞击。管材、管件在装卸过程中,应轻起轻放,严禁碰撞。管材宜采用机械装卸,当采用人力装卸时,对管材不得任意拖拽或抛摔,严禁管材自由滚落,禁止野蛮装卸。球墨铸铁管管材、管件存放应将管材卸在靠近安装现场不影响土方开挖的地段,减少二次搬运,有条件时一次入槽,沿沟槽一字排放。堆放场地必须坚实平坦,不同规格的管材、管件应分别排放。管材应平放在地面上,并应采用软质材料支撑,离地面距离不应小于,支撑物必须牢固,直管道等长物件应做连续支撑。管材可分层堆放,并捆扎、支撑牢固。当≤时堆放不宜超过三层;工艺流程下管→清理管口→清理胶圈、上胶圈→安装机具→在插口外表面和胶圈上刷润滑剂→顶推管子使之插入承口→检查操作方法清理管口:将承口内的所有杂物擦洗干净。清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端用力左右摇晃管子,直到插口插入承口全部到位,承口与插口之间应留左右的间隙,并保证承口四周外沿至胶圈的距离一致。管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行用力的方法使管件平行安装,胶圈不致被挤。也可采用加长管件的办法,用单根钢丝绳进行安装。检查:检查承口插口的位置是否符合要求(用钢板尺伸入承插口间隙中检查胶圈位置是否正确到位)。



