




我们为您准备了下开式铸铁闸门厂家-优质服务产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:下开式铸铁闸门厂家-优质服务的图文介绍
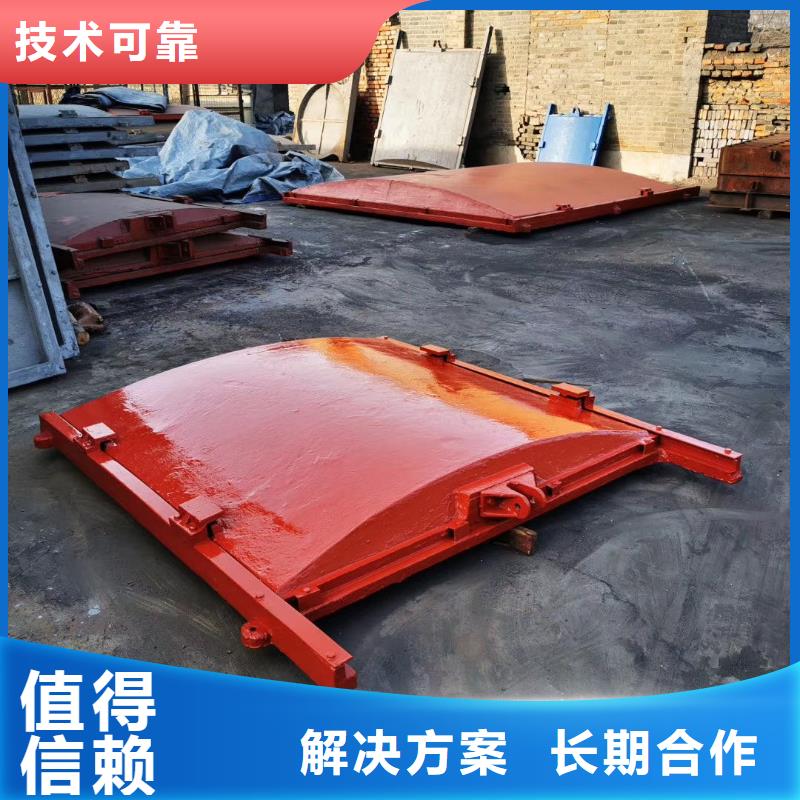
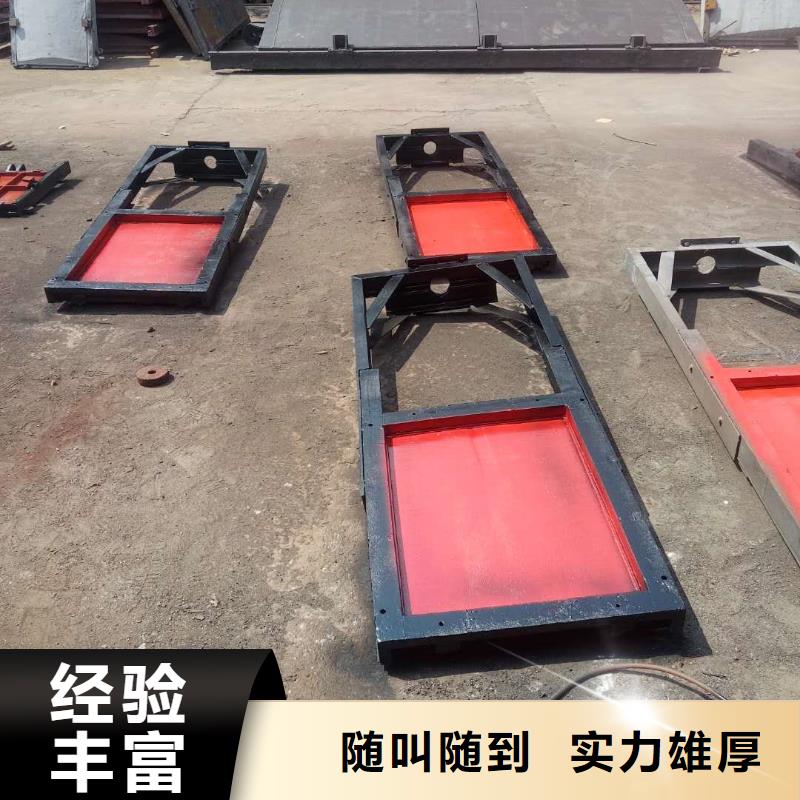
瑞鑫启闭机铸铁闸门清污机钢闸门拍门水工机械厂专注生产加工 贵州安顺启闭机, 拥有十多年生产经验。本公司是您优选的商业合作伙伴! 公司以“质量为本、客户至上、精益求精”为指导,通过人才培训,设备更新,技术革新,产业升级等一系列措施,并运用成熟的工艺、科学的管理使公司成为一家具有j i强竞争力的企业。 我们将以优的产品、真诚的服务与各界合作伙伴携手共进,共谋发展!


铸铁闸门的铸铁检验标准有以下几种: 1. 尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用; 2. 外观检验:铸件表面不允许有未清理彻底的砂子和杂物等; 3. 铸件缺陷:铸铁闸门表面不允许有缩松、缩孔、气孔、裂纹、皮缝、缺肉等缺陷或现象; 4. 性能报告:力学性能(包括抗拉强度、屈服强度、延伸率、硬度、压力指标或者进行必要的低温性能检验) 5. 化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计; 6. 金相报告:铸铁闸门的球化率、球化等级等。






华尔网铸铁镶铜闸门包装、运输及贮存:闸门在检验合格后,应表面的油污脏物和存留的水分。在装运和贮存期内闸门应处于关闭状态,螺杆或螺纹部应涂油脂包扎,以防锈蚀和损坏。闸门的发运方式由供需双方协商确定。包装应符合YB 3214规定,必须使闸门及附件固定,保证在运输途中不致因包装不慎而损坏。闸孔在600mm以上时,需用螺栓紧固或者紧固在一块滑座上,以便吊装。产品应保存在通风的库房或遮篷的场所内。放置必须整齐,不得互相挤叠和露天存入,以防变形、损坏和锈蚀。



铸造闸门安装时应采用整体就位的方式,以防止闸框变形。 铸造闸门安装前,首先要检查各连接部位的螺栓是否因为运输和装卸而松动,如果有松动,就应将其紧固。 确认主立架和横架连接处止水面是否有错位,如果有错位,则松动连接螺栓,使止水面调整到同一平面。 浇筑闸门应整体就位安装,严禁闸框、闸板分体安装,防止闸框变形。 安装前应先检查立、横框之间、闸板与闸板之间的连接螺钉是否松松脱,是否有错接,是否将其调至平面内,检查闸板与闸板之间的间隙,确保闸板与闸板之间的间隙不大于0.08mm,如果间隙过大,可调整关闭装置。向上紧固各螺栓。
