

想要深入了解支持定制的绗磨管厂家产品的各项功能和特点?我们为您准备了精彩视频,不容错过!
以下是:支持定制的绗磨管厂家的图文介绍

柳州珩磨管加工厂生产制作经验品质好放心选择



柳州珩磨管加工厂的详细介绍
源头采购操作简便

安达液压机械有限公司的宗旨是:平等互利,共创双赢,我们的目标是:提供高品质,高服务,坚持客户为主的原则,为广大客户提供 广西柳州珩磨管加工厂服务。本厂有训练有素的员工及管理队伍,有多位 广西柳州珩磨管加工厂工程师,不但确保 广西柳州珩磨管加工厂产品品质。在产品设计、产品制造、工程设计、产品使用、售后服务五个层面解决客户使用流程中所有问题。

安达液压机械有限公司
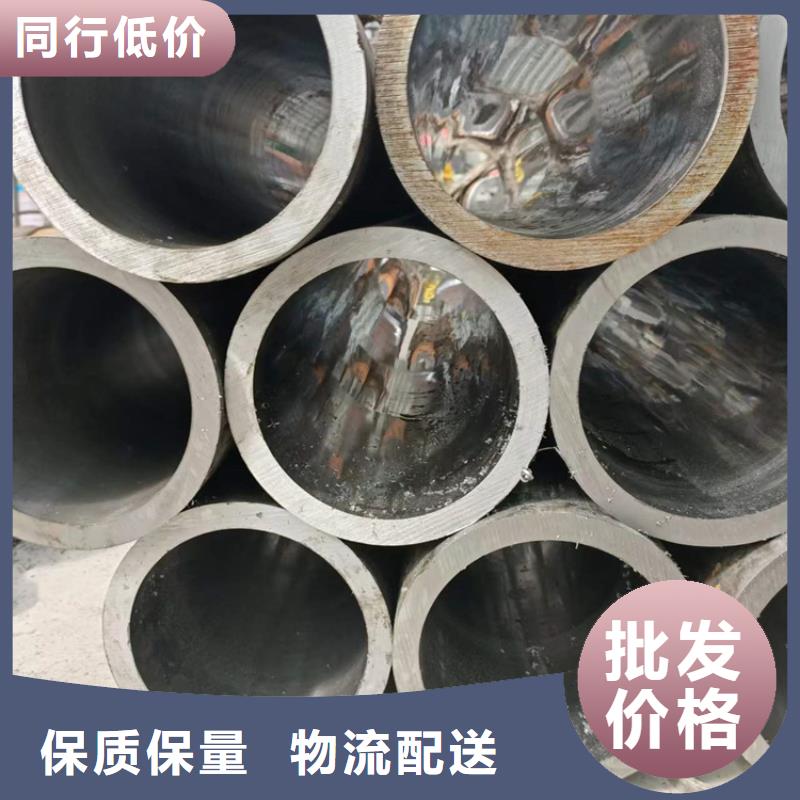
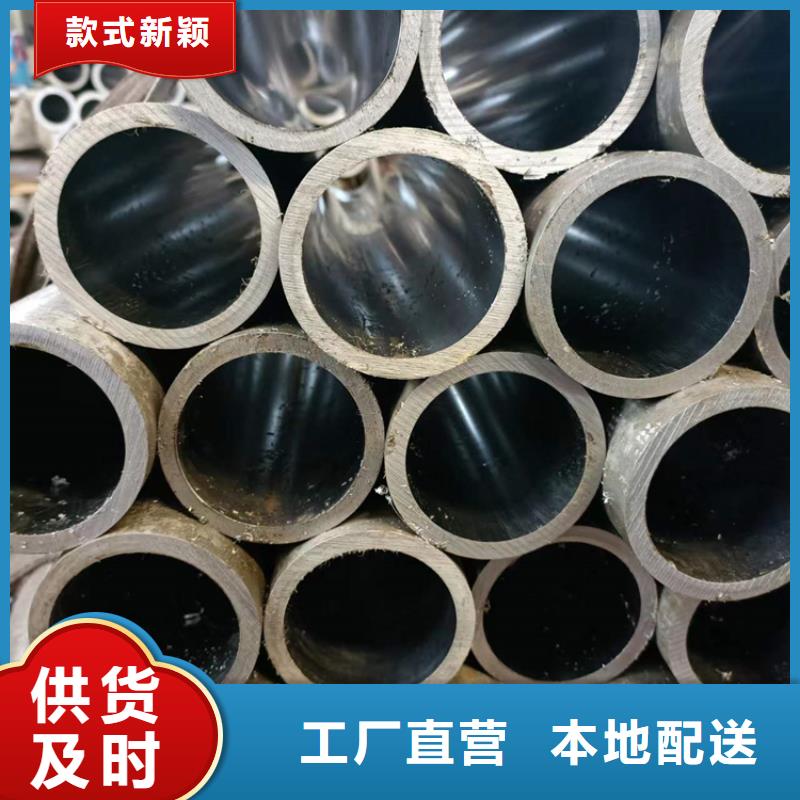
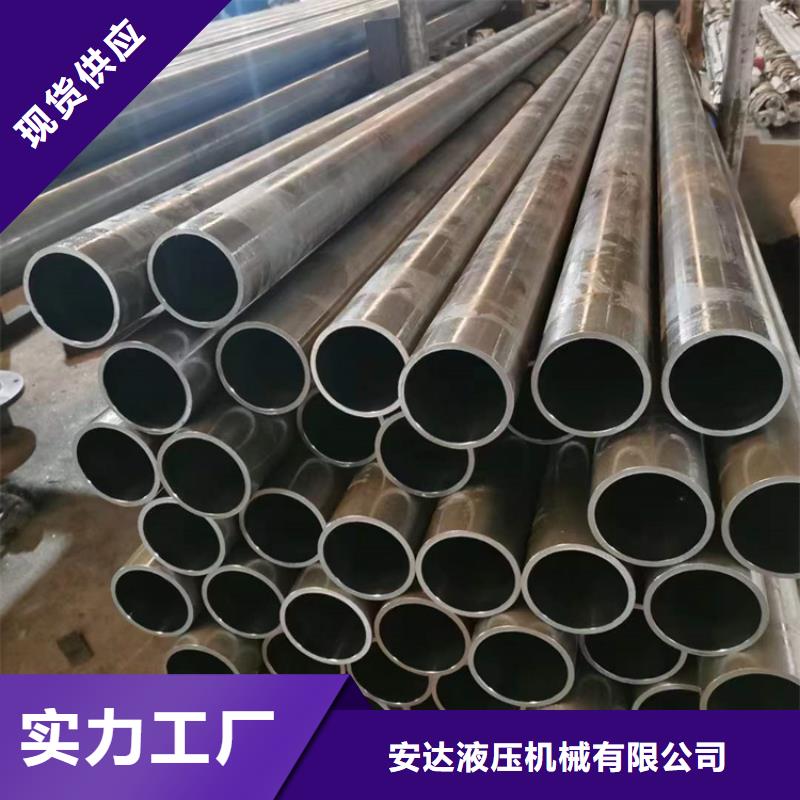
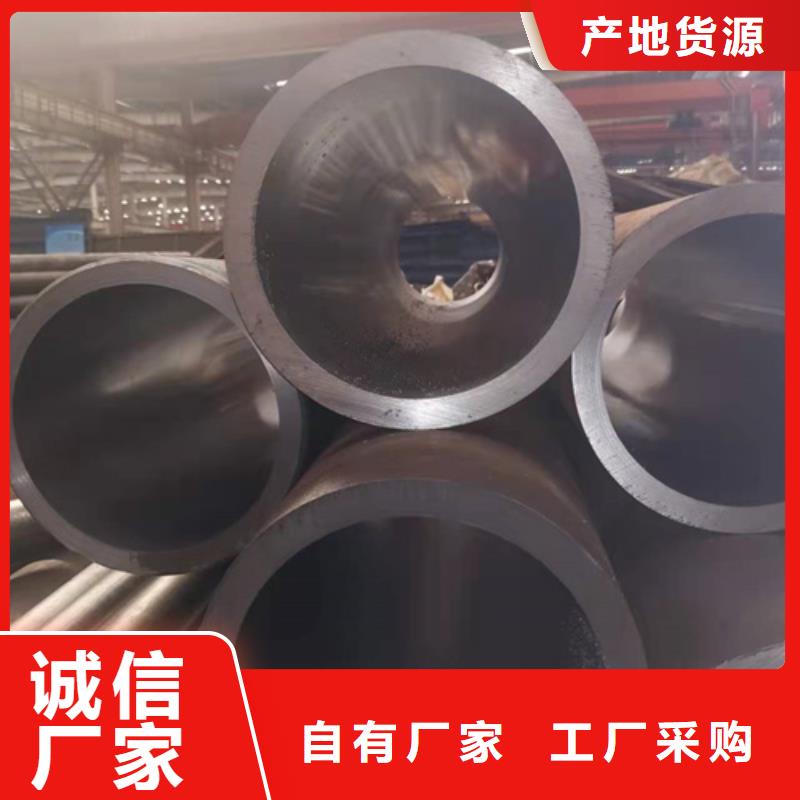
产品实拍图片
从事柳州珩磨管加工厂行业多年品质值得信赖


油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。





