


无需繁琐的文字描述,观看我们的视频,让大口径无缝管20#生产加工产品一览无余!
以下是:大口径无缝管20#生产加工的图文介绍

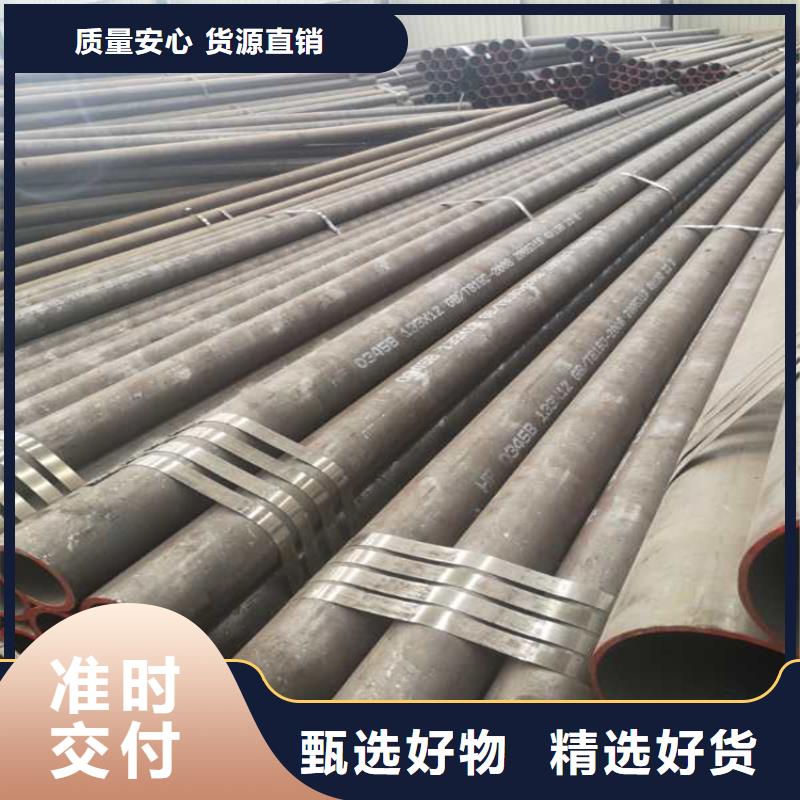
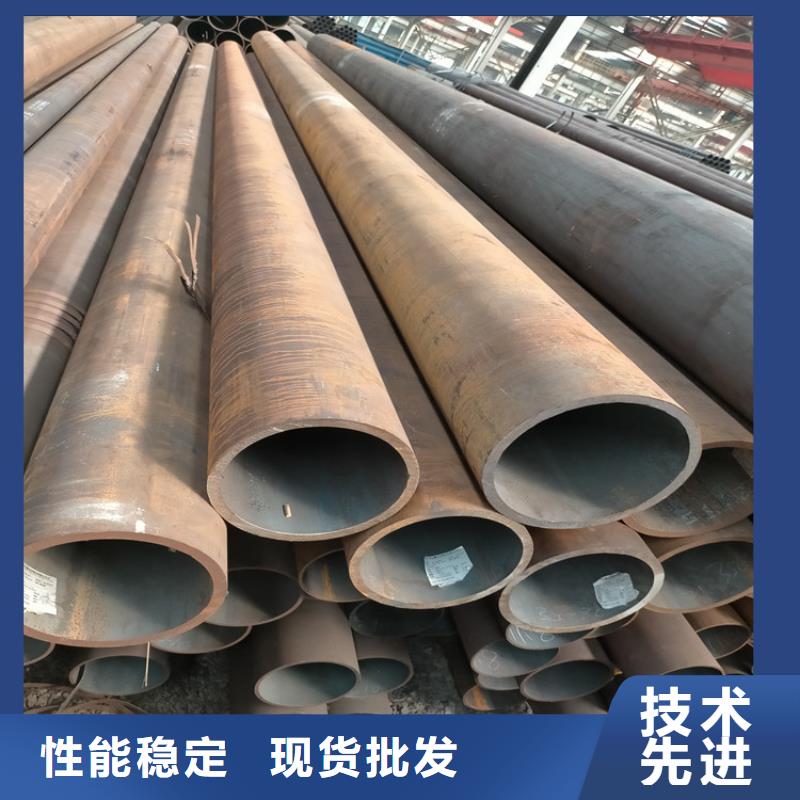
U项目无缝钢管需要增加使用寿命。首先,对无缝钢管进行酸洗以去除表面的氧化皮,然行润滑处理,从而对钢管进行酸洗和钝化以形成层。保护膜。然后,在酸洗后通过电解补充之后可以进步保护无缝钢管,我们生产的无缝钢管可以大程度地延长使用寿命并提高利用率。无缝钢管供:大口径无缝钢管的生产工艺大口径无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程般要比热轧要复杂,管坯首先要进行辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹後圆。管要经过割机进行切割,切割成长度约米的坯料。然入退火流程,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多。


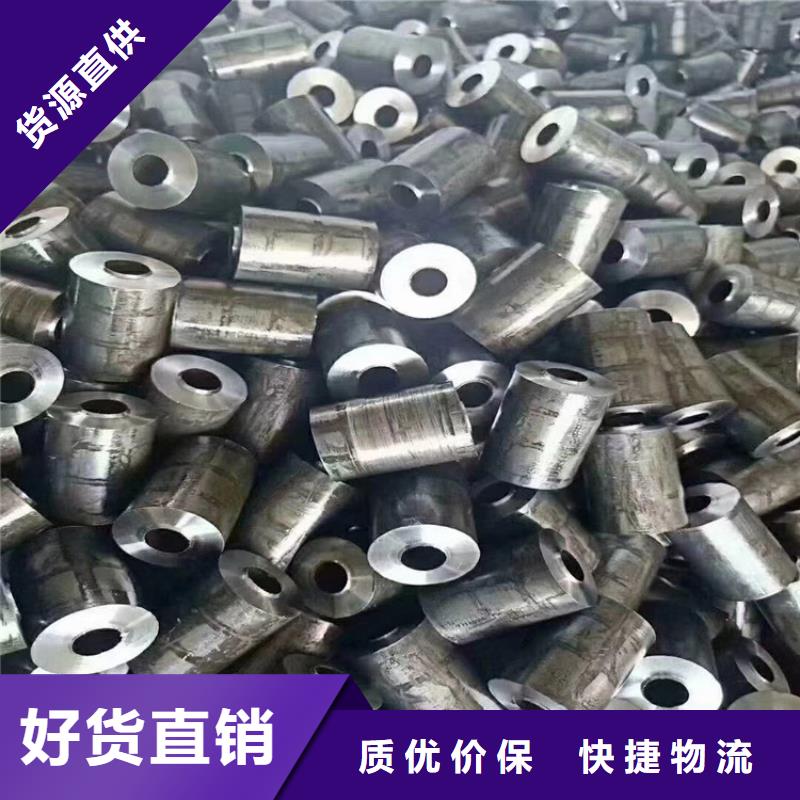
可以延长螺旋管的使用寿命,此外在日常使用中注意对其进行维护保养工作,毕竟生产工艺是一定的,会受到限制,并不能长久的保持,所以需要一定的维护工作延长使用寿命。厚壁无缝钢管易出现折叠。折叠是厚壁无缝钢管表面形成的各种折线,这种缺陷往往贯穿整个产品的纵向。产生折叠的原因是由于厂家追求率,压下量偏大,产生耳子,下一道轧制时就产生折叠,折叠的产品折弯后就会开裂,厚壁无缝钢管的强度大下降。厚壁无缝钢管外表经常有麻面现象。麻面是由于轧槽磨损严重引起厚壁无缝钢管表面不规则的凹凸不平的缺陷。由于厚壁无缝钢管厂家要追求利润,经常出现轧槽轧制超标。厚壁无缝钢管表面易产生结疤。原因有两点:厚壁无缝钢管材质不均匀,杂质多。材厂家导卫设备简陋,容易粘钢,这些杂质咬人轧辊后易产生结疤。材表面易产生裂纹,原因是它的坯料是土坯,土坯气孔多,土坯在冷却的过程中由于受到热应力的作用,产生裂痕,经过轧制后就有裂纹。



广顺物资 有限公司位于经济技术开发区东昌东路路星美大厦1栋1308室,主要生产 河南信阳汽车半轴管等。公司以诚信为准则,以质量为根本,用心服务好每一位客户!大量库存,现货充足,下单咨询产品规格符合即可发货。您购买的产品在物流到达您的城市内,会及时通知您取货,请您当场验收,检查件数是否与物流单对应,以及产品是否损坏确认好后再签收货物,如发现货物有丢失和损坏,请当场与我们联系。


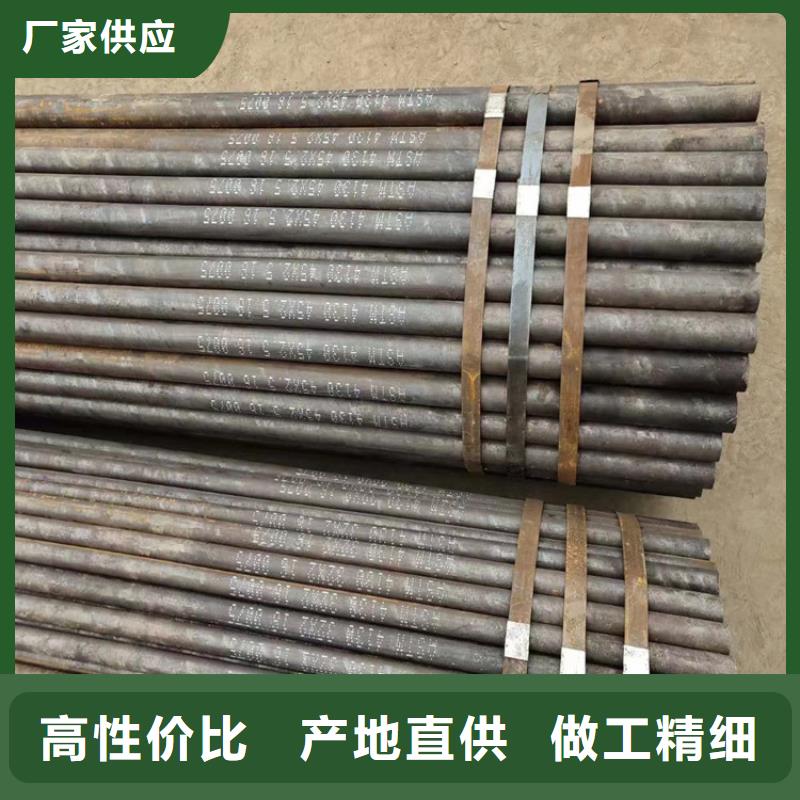
1热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库2、轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。3、穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。4、冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。



