




我们精心制作的不锈钢复合管买的放心产品视频已经准备就绪,【解锁新品!】不锈钢复合管买的放心产品视频,带你穿越新品体验之旅!
以下是:不锈钢复合管买的放心的图文介绍
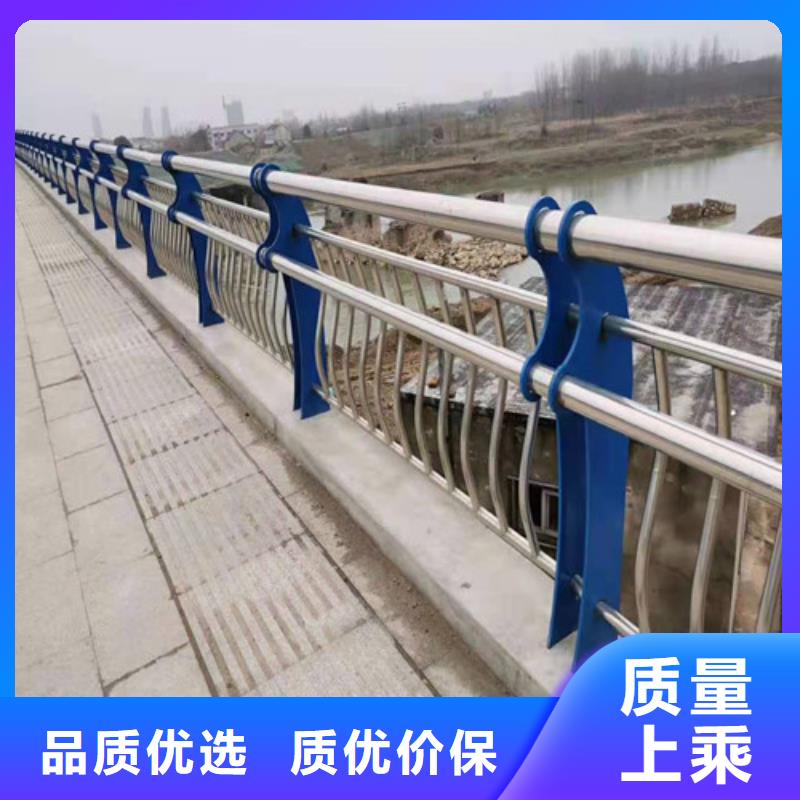
多年来完成了多个 河南洛阳道路隔离护栏订单。敢于承接急项目硬项目,从而实现了客户满意,并带动企业发展的目标。良好的 河南洛阳道路隔离护栏产品及满意的服务为公司赢得了更多客户的信任, 河南洛阳道路隔离护栏产品销售各地并不断承揽大型工程,是一家值得信赖的厂家。 润吉公司与客户,携手共同开拓进取,不断创新为环保事业做出大的贡献。让我们与客户共同发展、进步。



不锈钢复合管耐温不锈钢材质工作温度可达700℃~1035℃。耐寒可达1开尔文(B273℃),液氮冷冻箱就采用不锈钢材。所以不锈钢复合管耐热耐寒性能优越,而且不分冷水管热水管,一管二用,冷热皆宜。
由于不锈钢材质化学性能稳定,对人体无损害,所以国际国内医学界在人体内植入的各种支架、夹板、内固定螺丝都选用不锈钢材料。内衬不锈钢复合管与不锈钢管件配套连接,加上对接头螺纹和端面的防锈处理,可以有效防止对水质造成的二次污染。内衬不锈钢复合管系统接触传输流体部分全为不锈钢材料,卫生环保,性好,符合"生态住宅"需求和以人为本的时代理念。



一方面就是外观造型等要能够与整体的城市面貌相交映,保证一个良好的整体环境,尤其是在喷漆等技术方面,能够更多的把颜色和光滑度表现好,让灯光护栏更美观.不锈钢复合管是不锈钢产品中的一种比较重要的结构和型号,关于不锈钢复合管而言更多的是央求它在工业消费上发挥着比较庞大的作用,不锈钢复合管在生活中的作用和应用的范围也是比较普遍的,不锈钢复合管按照材料的不同以及运用的范畴的不同也是发挥出来庞大的作用的。不锈钢复合管根据它的不同的用法其中的消费的特性也是不一样的,关于不锈钢复合管而言它的消费的基本的过程是如何的呢?契合节能及进步的准绳。不锈钢复合管于2002年标准GB/T18704-2002正式发布,从材料质量选择,检验等方面都有了一整套严厉规范的管理,由于外表美观、价钱低廉等优点,现已普遍用于桥梁护栏,装饰装潢,车辆附件,保送辊轮,纺机配件等范畴。 不锈钢复合管标准规则了不锈钢复合管的分类、代号、尺寸、外形、质量及允许倾向、技术央求、实验方法和包装贮存等方面的央求。全国主要不锈钢复合管护栏品种社会库存总量降落15.74万吨至1672.30万吨;去库存化速度较较上一周明显放缓10万吨左右;标明我国下业对不锈钢复合管护栏的消耗才干正在进一步削弱,不锈钢复合管护栏市场的终端需求基本面难言好转,后期不锈钢复合管护栏行情上涨趋向并不明朗。我们日常生活中的水管是必不可少的,但是很多的水管看似比较卫生和干净的,其实都是不达标的,里面的很多的化学元素是不合格的,致使是有很多的致癌物质呈现的,长期运用的话结果是不堪想象的,危害性也是比较大的。关于水管一定要选择合适的材料中止制造,在这里我们的是不锈钢复合管,它是不锈钢产品的一种类型,里面的各种的化学元素是契合人体的需求的,关于人体的展开都是有着良好地作用的,是我们自来水管的 的材料。


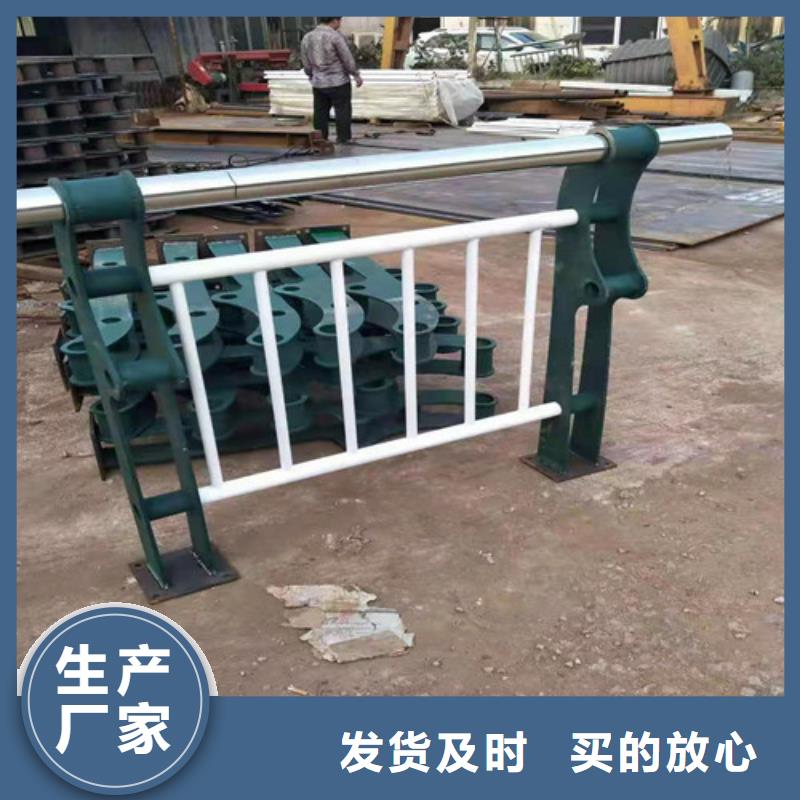
不锈钢复合管是由基层和复层组成,基层为20#钢的碳钢管,复层为0Gr19Ni9的不锈钢管。通过在不锈钢复管内壁施加高压,使其与基管达到紧密接触,形成完全贴合的内衬层。复合后满足结构强度及钢性的要求,复层满足耐腐蚀性要求。基层厚度一般较大,其主要作用是承受介质压力;复层厚度一般较小,只占总厚度的10 %~20 %,从而达到低成本高收益,基层材质为20#钢,属于优质低碳钢,是压力容器和压力管道的常用钢材,具有较高的强度,良好的塑性及韧性,焊接性很好。复层材质为0Cr19Ni9,属于奥氏体不锈钢,具有优异的耐腐蚀性,良好的工艺性能和焊接性能
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。



