

想要真正了解高精度珩磨管-高精度珩磨管质量好产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:高精度珩磨管-高精度珩磨管质量好的图文介绍


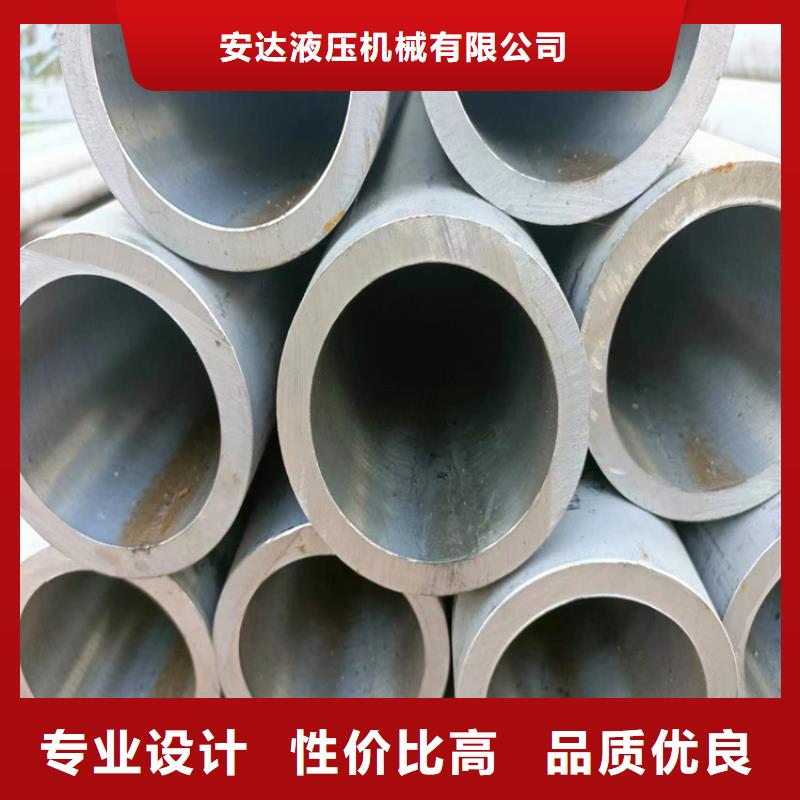
珩磨管油缸管绗磨管在装配硬管的过程中,应按规定弯曲半径使管路弯曲,否则会使管路产生不同的弯曲内应力,在油压的作用下逐渐产生渗漏。硬管弯曲半径过小,就会导致管路外侧管壁变薄,内侧管壁存在皱纹,使管路在弯曲处存在很大的内应力,强度大大减弱,在强烈振动或高压冲击时,管路就易产生横向裂纹而漏油;如果硬管弯曲部位出现较大的椭圆度,当管内油压脉动时就易产生纵向裂纹而漏油。
软管安装时,若弯曲半径不符合要求或软管扭曲等,皆会引起软管破损而漏油。
1.2.2 管路安装固定不符合要求
常见的安装固定不当有:
(1)在安装油管时,不顾管路的长度、角度、螺纹是否合适强行进行装配,使管路变形,产生安装应力,同时很容易碰伤管路,导致其强度下降;
(2)安装油管时不注意固定,拧紧螺栓时管路随之一起转动,造成管路扭曲或与别的部件相碰而产生摩擦,缩短管路的使用寿命;
(3)管路卡子固定有时过松,使管路与卡子间产生的摩擦、振动加强;有时过紧,使管路表面(特别是铝管)夹伤变形;这些情况都会使管路破损而漏油;
(4)管路接头紧固力矩严重超过规定,使接头的喇叭口断裂,螺纹拉伤、脱扣,导致严重漏油的事故滚压管



乌海安达液压机械有限公司是以 珩磨管加工厂制造,施工服务于一体的科技型供应商,是乌海规模较大 珩磨管加工厂生产基地之一。公司位于辽河路燕山路交叉口南500米东首,地理位置优越,交通运输十分便捷,公司产业园占地50亩,竭诚为您提供优质的 珩磨管加工厂产品和服务。

珩磨管油缸管绗磨管浅析珩磨管进行热处理的关键的环节。 珩磨管的热处理加工是一个很重要的工序,经过热处理加工后,可以让其获得较好的性能。那么如何对珩磨管进行热处理加工?
1、其热处理加工工艺过程:锻压退火、粗加工、调质、半精加工、消应力、粗磨、高频淬火、回火、精加工。
以下针对几个比较关键的环节做一下着重介绍:
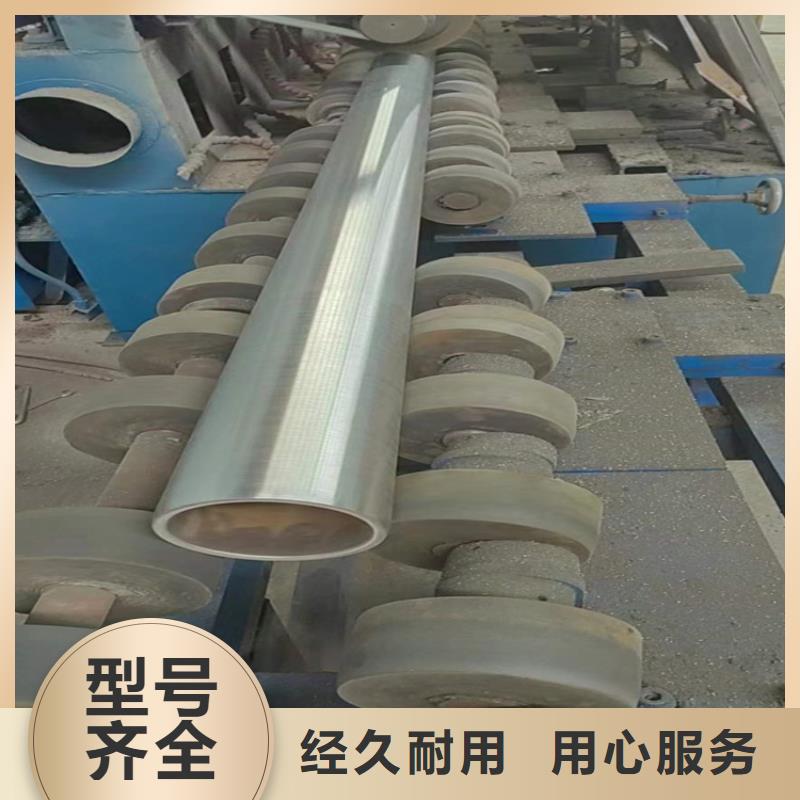
1、调质:调质的目的就是使其可以具有良好的综合机械性能,因些为了让其可以获得较高的韧性、相应的强度以及优良的力学性能,我们一般都需要对2Cr13材质进行调质处理。
2、消应力处理:所谓的消应力处理,珩磨管出售,其实就是指除应力。在一般情况下,退火铸、锻、焊件在冷却时由于各部位冷却速度不同而产生内应力,所以要进行处理消应力。
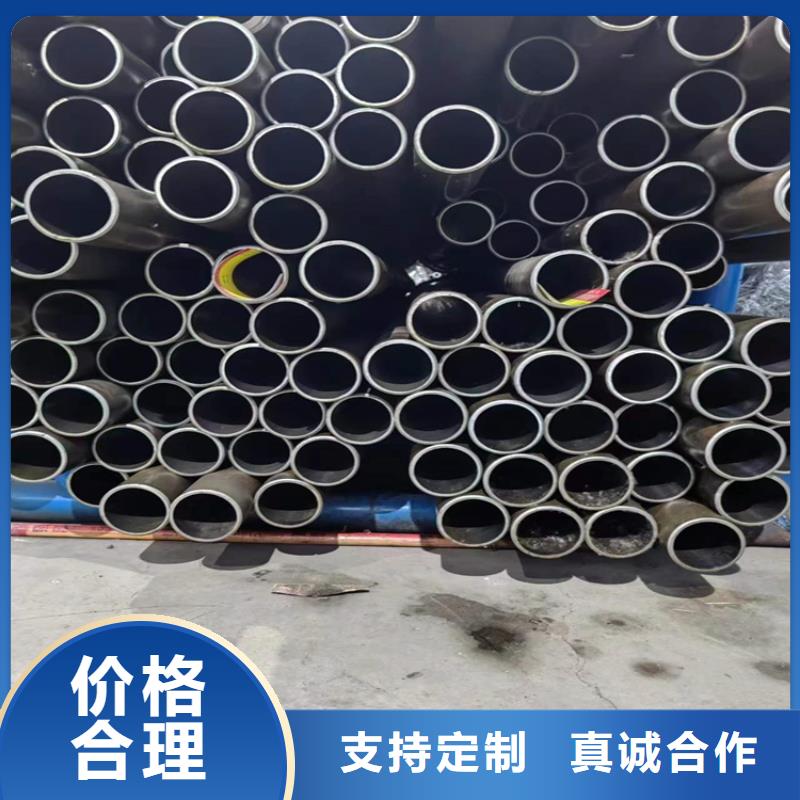
液压钢管基本上分为液压系统上用的流体管和油钢筒管,也称为珩磨管,而冷拔或冷轧精密无缝钢管也包含液压钢管。滚压管


