




为了让您更地了解我们的2025##栈道桥护栏厂家##批发产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:2025##栈道桥护栏厂家##批发的图文介绍

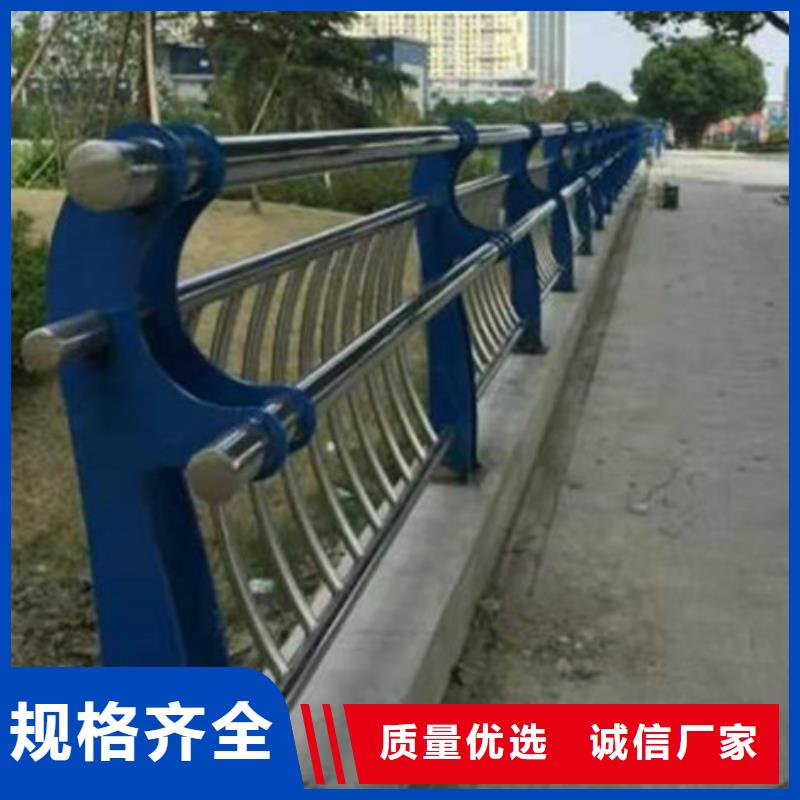
耐腐蚀防锈性能好。不锈钢材质具有耐酸碱、防锈、耐腐蚀和耐氧化的性能,所以它的防锈耐腐蚀性能要比其他的材质更好。耐热耐寒,可以冷热两用。耐热的不锈钢材质的钢管的工作温度可以抵达700-1035摄氏度;耐寒的可以抵达1开尔文,液氮冷冻箱采用的就是不锈钢材质的,所以不锈钢复合管的耐热耐寒性能比较优越,所以可以不区分冷水管和热水管,冷热都合适。 内衬不锈钢复合钢管是在钢管内覆以薄壁不锈钢,这样降低了制构本钱,又确保了厚度以保证强度,使安装费用大大低于壁不锈钢复合管。复合管是以金属管材为基础、外焊接聚乙烯、交联聚乙烯等非金属材料成型,具有金属管材和非金属管材的优点。复合管大多是由工作层(央求耐水腐蚀)、支承层、维护层(央求耐腐蚀)组成。 不锈钢复合管的PPR内容简介:本规则了不锈钢复合管的分类、代、尺寸、外形、及允许倾向、技术央求、实验、检验规则、标志、标签、包装和贮存。本适用于市政设备、车船制造、道桥护栏、建筑装饰、架、器械、家具、普通机械结构部件等不锈钢复合管。 2018年不锈钢复合管,2018年不锈钢能否在达高峰/span总体而言,2018年钢管行业有望再次突破一定高度,但是不可招认的是,钢管市场很难呈现式的飞跃,也不会呈现出断崖式的下跌;稳中求进,逐步推进产品结构升级,逐步紧缩过剩产能以及逐步淘汰劣质产品会是重点。 不锈钢复合管栏杆安装外衬不锈钢复合管车间具有八条自主学问产权消费线,专业从事外复不锈钢/碳素钢复合管消费及工程设计、制造、安装、施工。先进的消费工艺和严厉的检测手腕,使企业产品全部经过不锈钢复合管(GB/T18704-200。


双金属复合产品的性能特性.耐磨合金耐磨性好,硬度HRC≥56,耐磨性好,热稳定性好。的抗冲击性能,金属分别性能,热冲击电阻,超硬合金双金属复合耐磨管,两种金属的组合表面完好是冶金,黄金组合,全可靠。两者的热收缩系数非常相似,不会构成收缩和塌陷。管外壁由钢管制成,内衬采用超硬耐磨合金制成耐磨、耐腐蚀的高合金产品、高机械性能和高耐冲击性能。.超硬合金材料耐热耐腐蚀性能良好,耐高温、耐腐蚀,耐高温、耐腐蚀,磨削性能。在湿法、腐蚀性介质和颗粒冲刷的相互作用下,更适用于铸造状态下运用的超硬度合金。磨料磨损是主要损失,在工作条件下,可以经过热处置获得一种超硬度的合金材料。 关于不锈钢碳素钢复合管钢坯进一步出口的预期不时比较猛烈,所以也纷繁加快不锈钢碳素钢复合管钢坯出口的步伐,近期不锈钢碳素钢复合管钢坯出口量呈明显上升趋向。自起,将不锈钢碳素钢复合管钢坯出口税率由10%进一步至15%,短期内有望遏制不锈钢碳素钢复合管钢坯出口量反的趋向。 其次,不锈钢复合管的两层金属材料经过特殊的技术处置,能够紧密的分别在一同,不会由于压力过大或温渡过高等缘由,使管道裂开,影响人们正常的生活。而且,由于它的抗氧化性能比,还可以有效的对立酸碱的腐蚀,防止铁管的生锈,比别的管件更具有优势,所以,它有更宽广的市场空间和用途,有庞大的展开潜力,也可以应用的更多的行业中去。 不锈钢复合管护栏采用焊接热模拟技术、金相显微镜、扫描电镜对耐磨复合钢管中止室温冲击韧性实验,研讨了耐磨复合钢板在不同焊接热循环下的组织和力学性能变化规律,观察耐磨复合钢管的显微组织、冲击韧性和断口形貌特征。 但是假定我们选择的是不锈钢复合管,我们完好就不用思索这些问题。这不只仅能够俭省我们的装修本钱,更能够我们的工作程序,这类产品能够适用于任何的之下。在这样的优势之下,我们为什么还要烦恼置办哪种管材呢。反而,不锈钢复合管的选择渐渐成为我们的习气,也了越来越多人的认可。



一鸣路桥工程有限公司拥有经验丰富的 山东济宁道路隔离护栏生产研发团队、国内外营销团队、工程项目投标团队和售后服务团队,致力于为客户提供 山东济宁道路隔离护栏产品和服务。自成立起,便秉承着用心做 山东济宁道路隔离护栏产品,用心做服务的的理念;多年来,荣获山东济宁质量诚信示范企业;山东济宁质量诚信典型企业;山东济宁质量检验稳定合格产品;山东济宁 山东济宁道路隔离护栏产品和服务质量诚信示范企业;得到社会各界和广大用户的认可和赞誉。

不锈钢复合管防撞护栏焊接进程如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。<br /> 焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。

