





不要满足于简单的文字描述,点击我们的全自动钢筋笼缠绕盘条机功能介绍产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:全自动钢筋笼缠绕盘条机功能介绍的图文介绍

当数控钢筋笼滚焊机出现跑丝的处理方法:检查下数控钢筋笼滚焊机是否是应为压滚簧过紧,滑道拉簧过松,或者是滑道下边拖丝钢棍不到位,滑道不滑动。
绕筋机钢筋出筒后如头往上翘,调节上边一组轮适当往下压,如果出筒之后钢筋往下翘,调节下边一组轮适当的往上顶,始终使钢筋出头端呈水平状态。
当数控钢筋笼滚焊机弯双筋是靠外一根钢筋出来后有脱落弯曲芯轴的现象,将预矫直一组轮的外轮适当向内压,致使双筋相互靠拢。弯较大的箍筋时弯曲速度应相应减慢。
当数控钢筋笼滚焊机出现弯丝现象,可以调整下调直块的角度,看是否和调直器,压滚槽在一条直线上。
数控钢筋笼滚焊机的弯曲芯轴的调节:调节起落架汽缸,使弯曲芯轴的上顶点与导线筒孔的下边成水平或低导线筒孔下边1-2mm。压紧气压好保持在4兆帕左右以免造成钢筋变形及设备损坏。
数控钢筋笼滚焊机在弯曲的过程中出现断丝现象。首先要检查调直块角度看看是否过大,或者是刀退不回,送丝滚上的压簧过松,材质不好等。


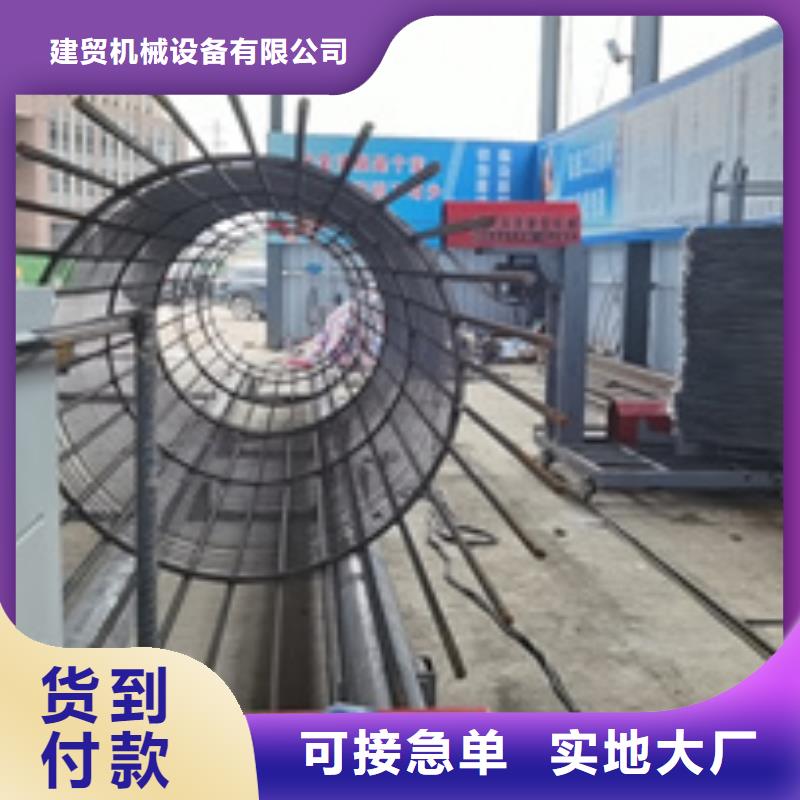
钢筋笼滚焊机 绕筋机工艺流程:1:主筋上料→盘筋上料→主筋穿丝并加紧→盘筋穿丝并缠绕固定→焊接成型→钢筋笼与旋转盘分离→卸笼,降下液压支撑→移动盘复位、准备下一个循环→加内箍筋钢筋笼滚焊机 主要性能指标及特点:A、设备分1250MM1500MM、2000MM、2500MM等型号,14M,18M,22M,27M四种规格;一次性可以成型14M(含错位部分)、18M、22M、或7M的钢筋笼。B、主筋¢12~40mm,箍筋¢5~16mm(盘筋直接工作),绕筋间距范围:50~450mm可任意调整;C、功率:1500型以下设备13KW(含上料机构),2000以上型号设备20KW;D、滚焊机速度根据操作手的熟练程度从低到高可任意调整。E、移动盘电机信号及电机电源电缆采用坦克链式保护,确保设备运行。



代替人工加工、将复杂且人工难以操作的加工工艺简单化,钢筋笼制作中在人工辅助基础上实现主筋上料、箍筋调直缠绕、箍筋与主筋焊接等工序自动完成的自动化生产装备,极大提高加工效率和产品品质。
起吊先提吊点,使骨架稍提起,再与第二吊点同时起吊。待骨架离天地面后,吊点停止起吊。随着第二吊点不断上升,慢慢放松吊点,直到骨架同地面垂直,停止起吊。解除吊点,检查骨架是否顺直。当骨架进入孔口后,应将其扶正徐徐下降,严禁摆动碰撞孔壁。
绕筋机自动上料辅助机构,2个人完成上料工作三米一个液压起落托架,防止钢筋笼因自身重量而变形自主设计放线架,防止乱线随机配有自动弯弧机制作标准内加强筋序号名称数量(件、台、套)名称数量(件、台、套)1滚焊机1台7自动弯弧机1台2托架液压站1套8250二保焊机1个3电控箱1个9转盘进料套筒30个4自动上料机1。
起吊先提吊点,使骨架稍提起,再与第二吊点同时起吊。待骨架离天地面后,吊点停止起吊。随着第二吊点不断上升,慢慢放松吊点,直到骨架同地面垂直,停止起吊。解除吊点,检查骨架是否顺直。当骨架进入孔口后,应将其扶正徐徐下降,严禁摆动碰撞孔壁。
绕筋机自动上料辅助机构,2个人完成上料工作三米一个液压起落托架,防止钢筋笼因自身重量而变形自主设计放线架,防止乱线随机配有自动弯弧机制作标准内加强筋序号名称数量(件、台、套)名称数量(件、台、套)1滚焊机1台7自动弯弧机1台2托架液压站1套8250二保焊机1个3电控箱1个9转盘进料套筒30个4自动上料机1。

建贸机械设备有限公司生产制造 吉林五机头钢筋弯箍机等产品。本企业文化是企业发展的原动力,公司历来注重企业的文化建设,以人为本,厚德载物,共赢俱进,从 吉林五机头钢筋弯箍机产品的开发,企业的管理到市场的推广都赋予人性化的理念。在人才的引进和培养、提拔上奉行“德才兼备,唯才是举”的原则,吸引了一大批各地的人才共创事业。


