




附注:塑料水箱储罐接口、配管及补强套使用说明书
本容器出厂前安装的接口或法兰,在运输过程中会松动甚至损坏,在收货及安装前务必检查是否完好。
容器之间连接或外接管道,需采用柔性或U字形连接并应用支架托住,管道及接口上不得受力,以防容器盛装液体时的压力及管道重量损坏接口和容器本体。
在接口和管道安装完毕后,必须试水,检查桶体及接口和管道的连接是否有渗漏。
接口和管道部份应每月检查,发现异状情况应及时检修。
我司之补强套为250mm、1.5mm的冷轧钢板;安装要在容器没装液体时进行,松紧度以在桶体上不掉下来为宜;在长途运输及搬运过程中补强套油漆面会有损伤,故安装好后须重新油漆,以增长使用寿命,且要在紧固螺杆及螺帽上涂上黄油,以免锈蚀影响强度。


塑料托盘上货架时,必须采用货架型托盘,承载量根据货架结构而定,严禁超载使用。
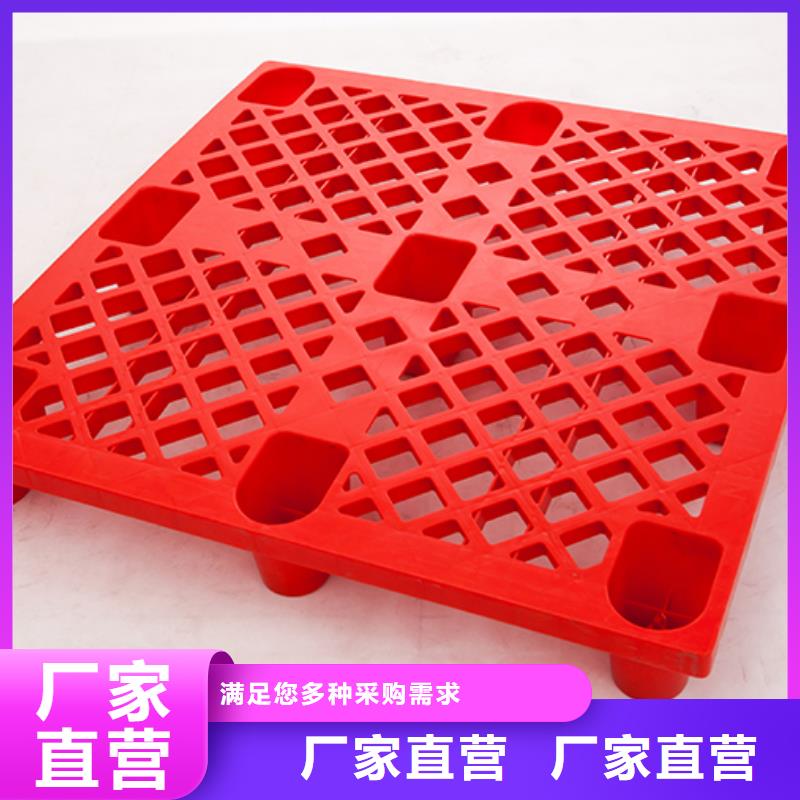
SP-1111川字网格塑料托盘
| 名称 | SP-1111川字
| 每100张托盘的体积
| 13m3
| ||
| 规格 | 1100*1100*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 90mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 可内置4根镀锌方形钢管,表面4根
| |
| 1.6T | 4.8T | ||||
| 底部结构 | 川字型 | ||||
| 使用方法 | 适合货架、平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||
SP-1210川字平面塑料托盘
| 名称 | SP-1210川字 | 每100张托盘的体积
| 14m3
| ||
| 规格 | 1200*1000*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 85mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 可内置8根镀锌方形钢管,表面4根 腿部4根 | |
| 2T | 6T | ||||
| 底部结构 | 川字型 | ||||
| 使用方法 | 适合货架、平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||
SP-1208九脚轻型网格塑料托盘
| 名称 | SP-1208九脚
| 每100张托盘的体积
| 4.8m3
| ||
| 规格 | 1200*800*145mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 95mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 无 | |
| 0.5T | 1T | ||||
| 底部结构 | 九脚型 | ||||
| 使用方法 | 适合平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||
SP-1210川字网格塑料托盘
| 名称 | SP-1210川字 | 每100张托盘的体积
| 13m3
| ||
| 规格 | 1200*1000*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 80mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 可内置8根镀锌方形钢管,表面4根 腿部4根 | |
| 1.6T | 4.8T | ||||
| 底部结构 | 川字型 | ||||
| 使用方法 | 适合货架、平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||
SP-1210轻型田字网格塑料托盘
| 名称 | SP-1210轻型田字 | 每100张托盘的体积
| 18.5m3
| ||
| 规格 | 1200*1000*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 95mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 无 | |
| 1T | 3T | ||||
| 底部结构 | 田字型 | ||||
| 使用方法 | 适合堆码、平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||
SP-1212川字网格塑料托盘
| 名称 | SP-1212川字 | 每100张托盘的体积
| 16m3
| ||
| 规格 | 1200*1200*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 80mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 可内置8根镀锌方形钢管,表面4根,腿部4根 | |
| 1.6T | 4.8T | ||||
| 底部结构 | 川字型 | ||||
| 使用方法 | 适合货架、平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||



塑料托盘原料:聚丙烯(PP)简介
聚丙烯(PP)的优点:
具有优良的力学性能,其强度、弹性都比HDPE高,抗弯曲疲劳性好。
具有良好的耐热性
化学稳定性很好,除能被浓硫酸、浓硝酸侵蚀外,对其它化学试剂都比较稳定。
聚丙燃的高频绝缘性能优良,由于它几乎不吸水,故绝缘性能不受温度影响。
聚丙烯(PP)的缺点:
收缩率大,厚壁制品易凹陷。
在低温下,冲击强度较差。
静电度高,与铜接触易老化。
对紫塑料托盘外线很敏感。



赛普塑料制品有限公司坐落于重庆市德感工业园区石稻路1888号,公司主要产品有 陕西咸阳塑胶栈板。公司自成立之处,即秉承客户至上,质量至上,诚信为本”的宗旨,产品遍及各地。多年来,公司积j i倡导:以客户为目的,以市场为导向,积j i开拓市场。公司凭借产品的质量、良好的信誉、优良的服务、合理的价格获得了客户的信赖和好评。实现了公司业务的长期发展。


塑料托盘的制作流程
其特征在于该方法包括以下步骤:
以高密度聚乙烯和高密度聚丙烯为原料,分别将两种原料粉碎成粒度为2~6毫米的颗粒,清洗后在100~120℃烘干2~4小时,得到干燥固体原料;
将上述两种干燥固体原料混合,混合比例为:再生高密度聚乙烯占原料总重的重量百分比为10~30,全新高密度聚丙烯占原料总重的重量百分比为90~70,得到原料混合物,在原料混合物中分别加入占原料混合物重量百分比为2~6的弹性体增韧剂、占原料混合物重量百分比为0.5~3的交联剂、占原料混合物重量百分比为0.5~2的流动助剂以及占原料混合物重量百分比为0.5~0.6的有机颜料,混合均匀,得到混合物;
使上述混合物在2万克至4万克的注塑机中,经柱塞料筒中100℃~220℃反应后注塑成型,模具温度为20~50℃,注射压力为80~140MPa,保压压力为注射压力的30%~60%,背压为5~20MPa,得到塑料托盘。



