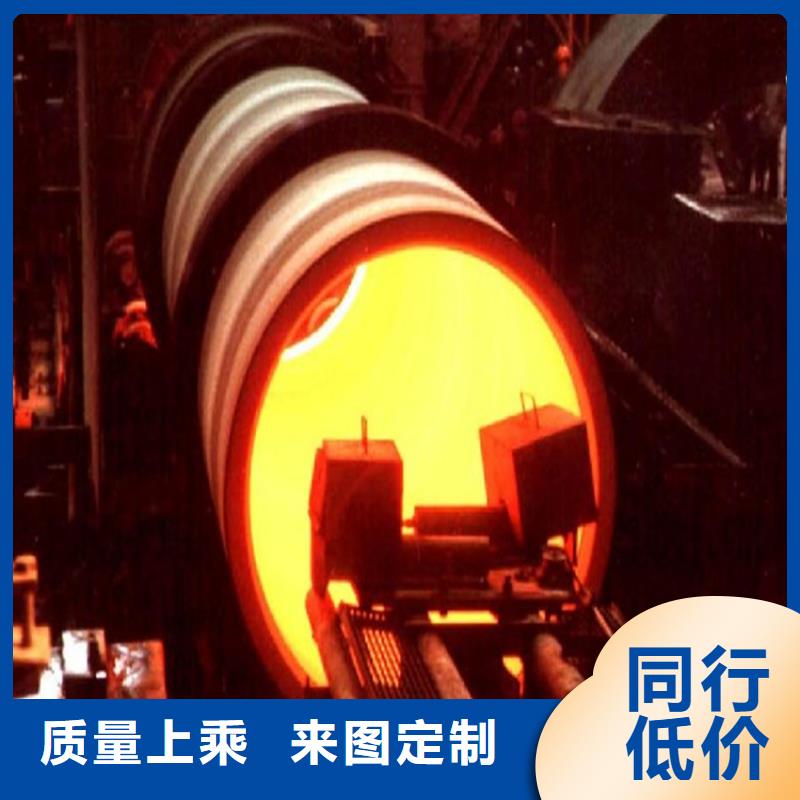

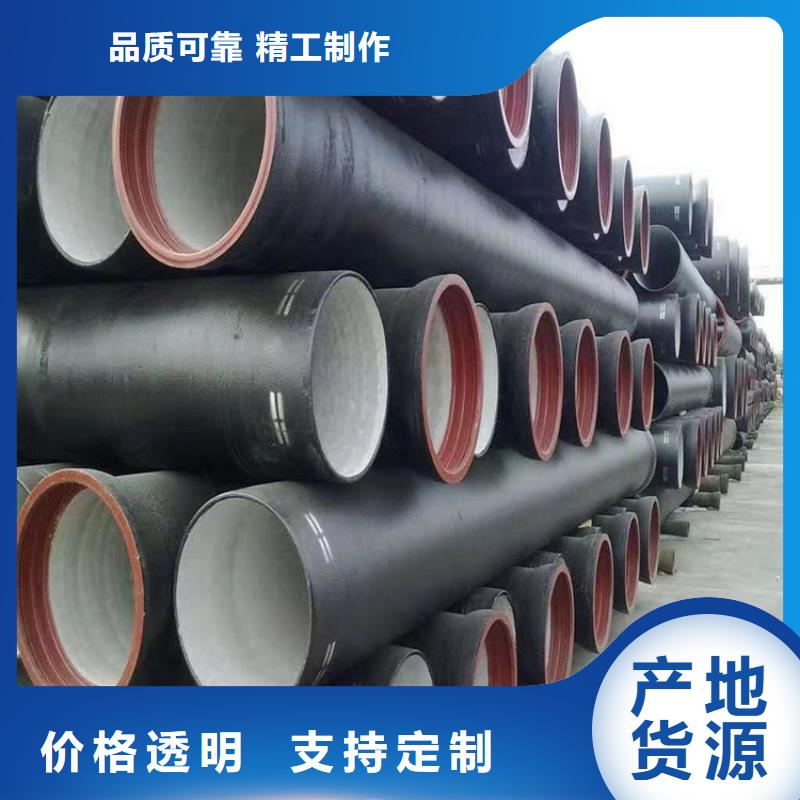



规范管模使用制度,减少球墨铸铁管的气孔和针孔发生。 针对管模内壁打点偏稀的问题,要求打点工在进行管模维修打点时,降低管模打点机打点杆的进给速度,使打出的麻点稠密、均匀;对于管模内壁打点过浅,要求在进行管模维修打点时,提高风压(0.7-0.75MPa),磨好打点头,保证麻点深度适宜。 对于内表面有油脂和杂物的球墨铸铁管管模,特别是新使用的管模,使用前,必须清除管模表面的油脂和杂物。对于有龟裂纹的管模,轻微的,使用时适当增大模粉的加入量;龟裂纹严重的,必须及时更换管模。 离心球墨铸铁管质量缺陷主要有:重皮、气孔与针孔、夹渣夹杂、渗漏、水压打爆等。 重皮、气孔与针孔和夹渣夹杂质量缺陷总共占百分之七十多,可见上述三种质量缺陷是导致球墨铸铁管综合合格率低的主要原因。 对离心机生产情况进行检查发现,在使用过的管模中,有些新使用的管模内壁粘附油脂和杂物清除不到位,有些旧管模存在龟裂纹,内壁打点稀、浅。根据生产工艺的要求,新使用的管模必须清除干净内壁的粘附油脂和杂物,管模内壁的打点要均匀、深度不超过0.3至0.5mm。 生产工艺要求铁水在感应电炉内高温时间不得超过30分钟,DN100—1000mm管子的浇注温度为1380—1500℃。对铁水质量调查发现,铁水在感应电炉内高温时间过长,超过30min,浇注温度也有时偏高,有时偏低,不符合生产工艺要求。另外,流槽与管模间距离过大、流槽出铁口弯头形状不当、流槽出铁口距承口位置较远以及翻包量过大、管模转速过高也是导致拉管质量缺陷产生的重要原因。


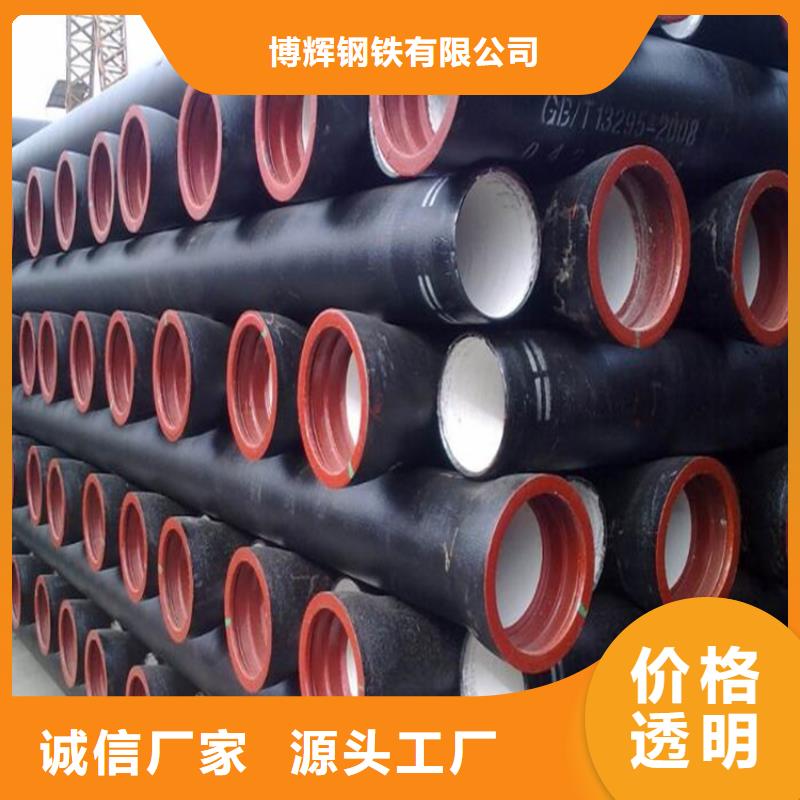
1、 球墨铸铁管强度高、韧性好,因此球墨铸井盖比同类型灰口铸铁井盖轻30%左右。球墨铸铁牌号采用QT500-7,铁水出炉温度不低于1456℃,在球化处理时增配稀土硅铁镁合金和选用含硫量低的焦碳,球化级别达三级以上。球墨铸铁试件的力学性能如下: 抗拉强度:500N/MM 2 延伸率:7% 2、 灰铁的石墨是平扁片状的,球铁的石墨是圆球状的。敲击球墨铸铁如发出近似敲击碳钢的声音,说明球墨铸铁球化不错。而灰铁敲击声音听起来,很闷。 3、 关于球化率问题,可以这么说,同样是球墨铸铁的产品,球化率不同,那质量也就不同,价格上也有很大区别。一般工厂已球化率达到85%为合格产品。球化率85%以下的是因为铸造的时候,没有球化好而造成铁水温度低,制造出来的产品承载压力达不到要求。 4、 从断口(不是经过机械加工的表面)的外观可以简单区别球铁和灰铁,用肉眼观察,灰铁断口的晶粒比较粗大,为灰白色,晶面有金属光泽。球铁的断口晶粒很细小,为黑灰色,如果球化好的话几乎没有金属光泽,如果有发白的光泽,一般情况是出现白口组织。 从冶炼方法来说,球铁是在冶炼时在灰铁中加孕育剂与球化剂使石墨由分散的团絮状变成球状,以减小对铁素体的割裂,增大强度,提高性能来达到的. 6、 而灰铁井盖则是不添加任何辅助原料,将生铁直接冶炼成铁水,然后浇筑成井盖。但是球墨铸铁井盖则是要添加球化剂、稀土镁等其他金属合金而成的,浇筑前向铁水中加入一定量的球化剂进行球化处理,并加入少量的孕育剂以促进石墨化,在浇注后直接获得具有球状石墨结晶的铸铁,所以现在市场上和有关部门要求用球墨铸铁井盖。那是因为球墨铸铁井盖,在承载能力上远远超过了灰铁井盖。


