





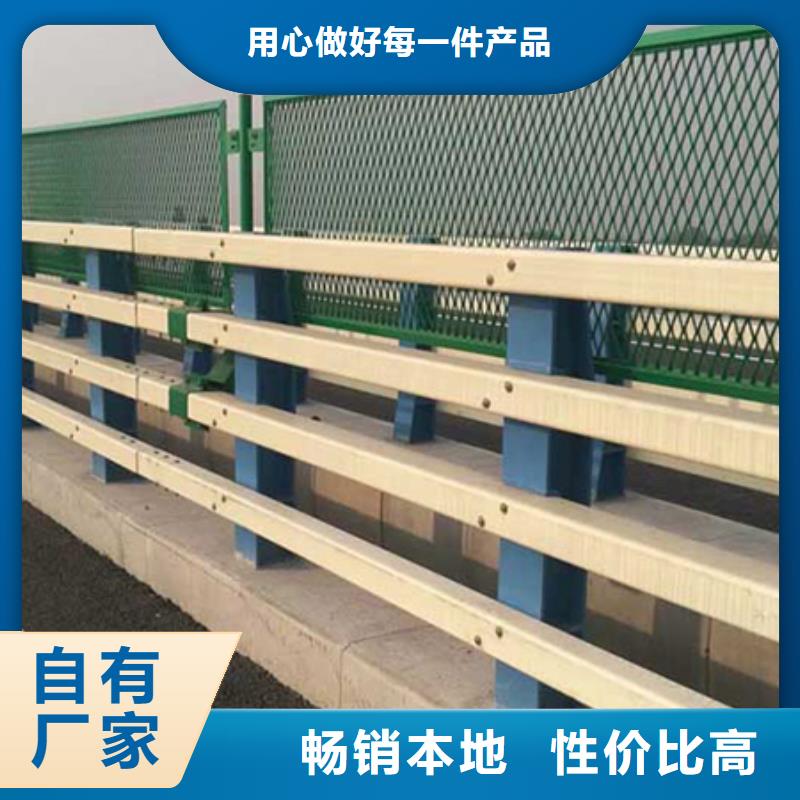


防撞护栏立柱可采用铸钢、铸铁、钢板焊接等工艺生产,可按不同图纸生产,同时产品的外观尺寸与图纸设计要求一致,并且外形美观,可满足市政及高速公路景观设计的要求。其中多采用于ZG310-570 材质铸钢生产,我公司可根据客户图纸要求,为客户带来材质达标的铸钢桥梁护栏立柱,确保货真价实。安装:桥梁护栏支架安装时只需要与桥梁预留的预埋件固定即可安装完成,安装简单,费用低。



公路桥梁防撞护栏施工技术要点
随着我国公路建设的飞速发展以及标准化施工的全面推进,对于高速公路桥梁工程防撞护栏的外观线型要求越来越高,高速公路一直遵循着高标准、高要求的建设初衷,努力实现“创建品质工程”的建设目标,不断的推行先进示范工程,积极引领参建单位“比、学、赶、超”争创精品,各种先进的工艺工法正不断的涌现,一次次刷新正习高速建设记录。依据相关标准化文件并结合现场施工情况,我们总结了以下几方面桥梁防撞护栏的施工技术要点,以供大家相互学习,相互提高。
1、防撞护栏施工前对全桥进行测量放线,确定标高和线形,曲线段2m测设一点,直线段5m测设一点。根据护栏设计宽度量测确定外边线相应控制点,用墨线将内外放样控制点连接起来,作为模板的内外安装边线,确保全桥防撞护栏线形顺畅。
2、根据测量点对桥面铺装层进行调整,保证桥面铺装厚度不小于设计值,对厚度小于设计值的地段按竖曲线进行调整。
3、护栏钢筋安装定位采用模板式定位架(本项目创新),在测量点上放置模板式定位架以精确定位护栏钢筋顶面和平面位置并确保钢筋保护层参数。这一工艺相比传统无定位架的工艺方法, 限度上消除了以往测量点护栏定位钢筋定位速度慢、垂直度和高程控制精准度差、出现移动以及偏差不易发现、保护层控制较差等弊端,具有定位速度快、定位准确、灵活机动可随时对已安装护栏钢筋进行校验、与模板贴合度高、保护层合格率高等特点,非常便捷实用。
护栏钢筋安装采用模板式定位架
4、防撞护栏模板制作采用1.5~2m为1节,现场拼装4~6m为1节,减少拼缝,模板顶部内外模均设置圆角。
5、筑护栏混凝土前必须做首件,对混凝土性能指标、振捣工艺、成品尺寸、外观线型等进行总结,确保后续施工一次成型,满足设计要求和检验标准。
模板安装
6、防撞护栏采用先桥面标高带施工、后防撞护栏施工的工序,标高带宽度根据三辊轴长度确定。、
7、防撞护栏混凝土浇筑完后为防止表面开裂,必须切假缝,假缝4~6m设置一道,深度8~10mm;伸缩缝处真缝按施工图设计宽度设置;非伸缩缝处真缝按梁板长度设置,缝宽不大于4mm。
防撞护栏首件
桥面标高带→防撞护栏→整体桥面的施工工序
防撞护栏假缝设置
护栏养护
8、防撞护栏养护采用覆盖土工布洒水养生,同时采用U型钢筋卡对土工布进行固定。
通过上述工艺,施工过程中可以有效解决桥梁防撞护栏施工定位不准,线性不顺等质量通病,有效提升防撞护栏外观质量,使桥梁线性更加美观。

带大伙儿来了解一下防撞护栏的表层工艺处理:
防撞护栏预制构件的表层处理,防锈处理和刷涂防锈处理面漆宜在安裝前进行。焊接两边各露出丝口不可低于2丝。热镀锌合闭横截面钢预制构件主连接点联接宜选用栓接或铆合。防护栏夹层玻璃安裝时,夹层玻璃与金属产品不可直接接触。支撑块或精准定位块材料规格型号总数和部位应合乎设计方案规定。防锈处理面漆应刷涂至铺设页面。
油漆喷涂前要开展二次表层处理和面漆补擦。针对根处选用螺钉连接或焊接钢筋锚固的防护栏,基本上实验的关键目地是根据对防护栏水平方向的承载能力实验,应在相接处细节方面的结构工程施工结束后开展实验。实验载荷布局应合乎设计方案的规定。当实验载荷布局不可以彻底与设计方案的规定相符合时,应按载荷等效电路的标准计算。暂不喷涂埋进混泥土或水泥砂浆内的预制构件,厚壁横截面焊接处周边的锈迹、污渍和存水要消除整洁,焊丝应风干,并不可在非焊接处的预制构件表层起弧或磁吹。
防撞护栏关键承受力预制构件选用螺钉连接时,地脚螺栓应拧紧并应该有防松动对策。





河池鑫腾金属制品有限公司深信,只有“以人为本,以德兴厂,创新务实,诚信经商”才能让我们的企业立于不败之地,也才会给消费者带去真正的福利,并且真正打开【铸造石护栏】市场,赢得新老客户的口碑,并且在一定程度上创造出更多性能优越的【铸造石护栏】产品,让消费者可以拥有更多的选择。
我们也始终坚持微笑服务,以顾客利益为主,服务到位,让每一位来到我公司的朋友都能感受到温馨的氛围。
此外,我们还注重多实践、多交流、互帮互助的原则,以积j i饱满的姿态迎接每一个挑战,争取能够早日将此产业发扬至全球,打响【铸造石护栏】国际知名度。





