

别再错过任何细节!花费一分钟观看304不锈钢绗磨管产品视频,让您的购买决策更加明智。
以下是:304不锈钢绗磨管的图文介绍


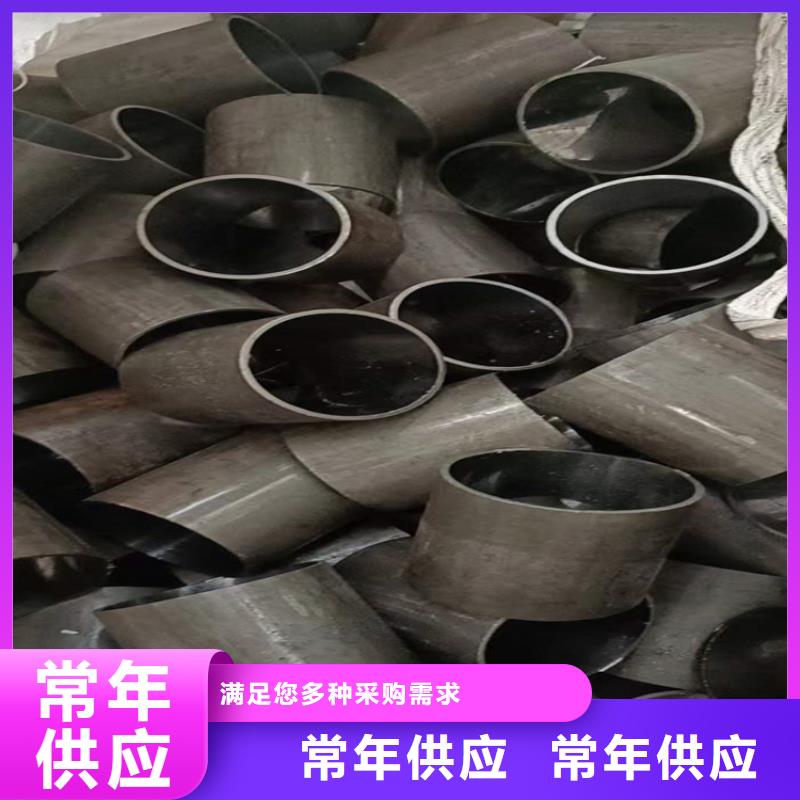
湖北黄石珩磨管油缸管绗磨管珩磨管淬火裂纹的成因 马氏体的本质脆性是珩磨管淬火裂纹的内因,而马氏体的晶体结构、化学成分、冶金缺陷等是马氏体本质脆性的影响因素;各种工艺条件、零件尺寸形状等引起的宏观内应力的大小、方向、分布状态等是珩磨管淬火裂纹的外因。下面将从微观到宏观,从内部到外部对钢件的珩磨管淬火裂纹进行分析。2.1 马氏体本质脆性——钢件珩磨管淬火裂纹的内因
众所周知,中高碳钢珩磨管淬火后,其韧性低,脆性大,易产生显微裂纹和宏观开裂。这主要是由马氏体的本质脆性决定的。而马氏体的本质脆性又决定于材料的冶金质量、含碳量和合金元素、原始组织状态、马氏体的组织结构、显微应力及显微裂纹等。
滚压管



安达液压机械有限公司位于辽河路燕山路交叉口南500米东首,交通j i为便利。公司常年致力于 湖北黄石珩磨管加工厂的研发和生产,拥有雄厚的专业技术力量。 公司专营 湖北黄石珩磨管加工厂系列产品,公司一贯信奉合作来源于诚信,品质来源于实现的行为准侧,致力于互利互惠,资源共享的双赢模式,竭诚欢迎垂询洽谈。


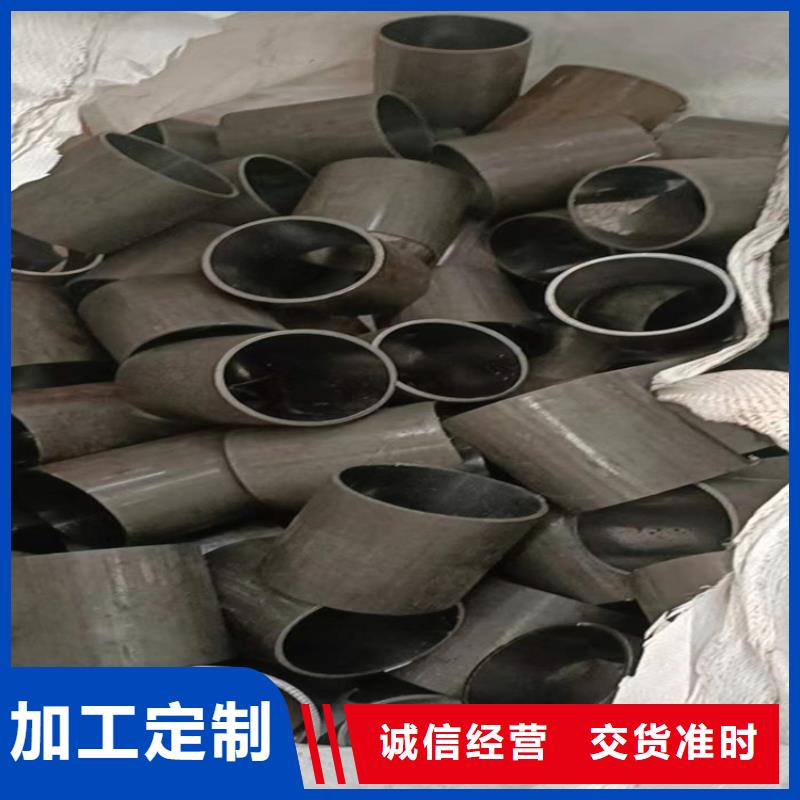
湖北黄石珩磨管油缸管绗磨管当液压油中含有水分时,会促使液压油形成乳化液,降低了液压油的润滑和防腐作用,加速导致管路内壁的磨损和腐蚀。当液压油中含有大量气泡时,在高压管路中气泡受到压缩,周围的油液便高速流向原来由气泡所占据的空间,引起强烈的液压冲击,在高压液体混合物冲击下,管路内壁受腐蚀而剥落。以上这些情况终都会使管路破裂而漏油。
此外,管路的外表面经常会沾上水分、油泥和尘土,如果保护层破坏,就很容易产生腐蚀,导致强度下降,直至从高温、高压、弯曲、扭曲严重处发生 油。]2 对策b] 液压管路虽然承受的压力高,工作环境恶劣,但是漏油故障是可以和避免的,在使用和维修中应采取以下措施。
2.1 认真检查管路质量,严禁使用不合格管路
在维修时,对新更换的管路,应认真检查生产的厂家、日期、批号、规定的使用寿命和有无缺陷,不符合规定的管路坚决不能使用。使用时,要经常检查管路是否有磨损、腐蚀现象;使用过程中橡胶软管一经发现严重龟裂、变硬或鼓泡现象,就应立即更换。滚压管



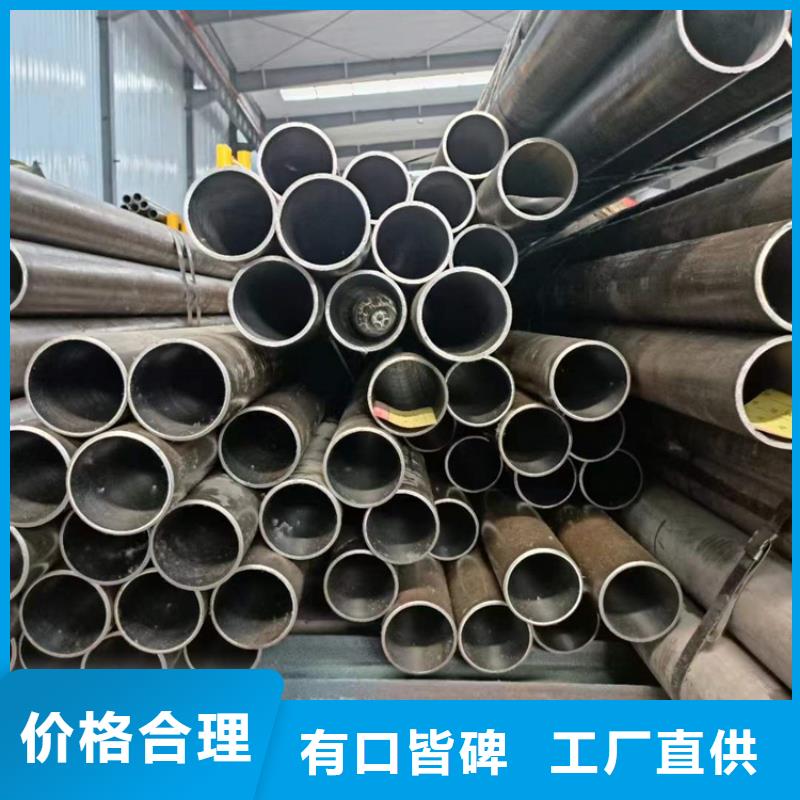
湖北黄石珩磨管油缸管绗磨管绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
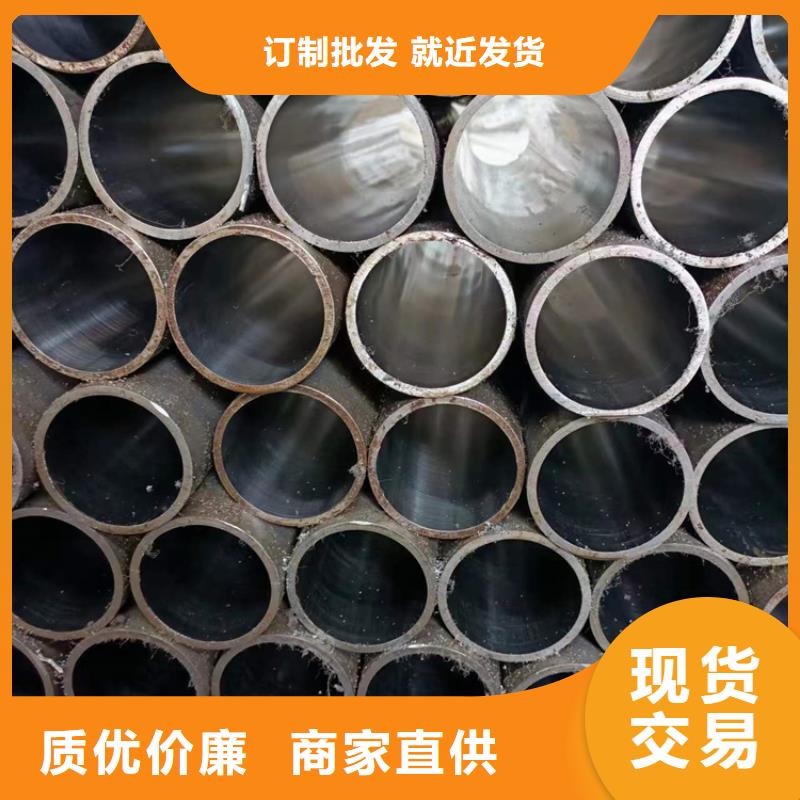
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象。滚压管
厚壁油缸管是液压缸的主体,其内孔一般采用镗孔、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件和支架滑动顺畅,以保证密封效果,减少磨损;液压缸应能承受较大的液压,因此应具有足够的强度和刚度。端盖位于气缸的两端,与气缸形成封闭的油室。因此,端盖及其连接件应具有足够的强度。在设计中不仅要考虑强度,还要选择加工性能较好的结构形式。导套引导并支撑活塞或柱塞。有些液压缸由端盖孔直接导向,没有导向套。这种结构简单,但磨损后必须更换端盖。

