
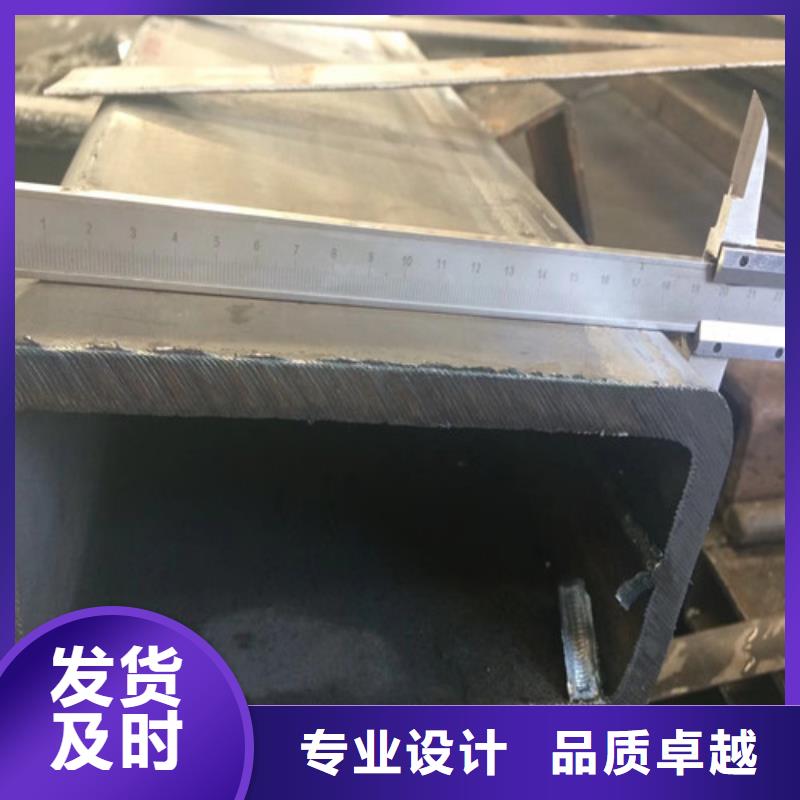



为了让您更全面地了解我们的低合金辊压的20*35矩管米重多少千克,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:低合金辊压的20*35矩管米重多少千克的图文介绍


随州硕鑫钢管有限公司全体员工将开拓进取,争创,保质保量的完成每一个 异形方管产品,我们竭诚为广大客户朋友提供的随州 异形方管技术和服务,热切希望同各界朋友建立良好的合作关系,同心协力,共创美好未来!





Q355D方矩管的生产工艺
①Q355D方矩管主要生产工序(主要检验工序): 管坯准备及检查→管坯加热→穿孔→轧管→荒管再加热→定(减)径→热处理→成品管矫直→精整→检验(无损、理化、台检) →入库
②冷轧(拔)无缝矩形管主要生产工序:坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验。Q355D方矩管的生产工艺。无缝管方管用热轧(约占80~90%)或冷轧、冷拔(约占10~20%)方法生产。热轧管用的坯料有圆形、方形或多边形的锭、轧坯或连铸管坯,管坯质量对管材质量有直接的影响。热轧管有三个基本工序:①在穿孔机上将锭或坯穿成空心厚壁毛管;②在延伸机上将毛管轧薄,延伸成为接近成壁厚的荒管;
③在精轧机上轧制成所要求的成品管。轧管机组系列以生产方管的大外径来表示辊式穿孔成型无缝矩形管的生产工艺穿孔机 常用的二辊斜轧穿孔过程见图2。圆管坯穿轧成空心的厚壁管(毛管),两个轧辊的轴线与轧制线构成一个倾斜角。近年来倾斜角已由6°~12°增至13°~17°,使穿孔速度加快。生产直径250mm以上方管,采用二次穿孔,以减少毛管的壁厚。带主动旋转导盘穿孔、带后推力穿孔、轴向出料和循环顶焊管方管等新工艺也取得一定的发展,从而强化了穿孔过程,改进了毛管质量。
