



与传统热熔焊接对比。EVA防水板焊接采用电热压焊器热熔焊接工艺和吊带挂设工艺,电热压焊器热熔焊接受防水板、热熔垫片熔点影响较大,采用该工艺施工作业人员难以把握防水板热熔时间和压焊力度,使得防水板频频出现焊焦、焊穿、焊接不牢等焊接质量通病,吊带挂设经同类隧道施工发现,该施工工艺常因防水板无法与围岩密贴,经常出现二衬厚度不足或背后脱空、不密实等现象,超声波焊接经对比其他方式主要优势:不需焊剂和外部加热,对焊件损伤小、焊接时间短、焊接强度和残余变形小等优点。且超声波自动焊接机自动化程度较高,减少了人力资源的使用,超声波焊接对传统热熔焊接相比。
EVA隧道防水板施工铺设方案:,1锚固固定方法(用热熔垫进行锚固焊接。2试着系好并挂好隐藏带扣(系紧悬挂法),前两种铺设场地劳动强度大,防水效果相对较差,目前,为了便于操作,采用了暗扣系挂法,该生产工艺生产的产品适用于暗扣系挂(系挂法)。可提高施工应用中的铺设质量和效率,具有施工方便、成本低、节省工程投资、提高工程质量稳定性、优于热熔锚固焊接的优点,3暗扣绑吊套(用悬吊法),(1)岩石表面处理,将外露锚头、钢筋网头整齐的根部切除,并用水泥砂浆抹平。根据找平范围的大小,选择喷浆、抹砂浆或用局部挂板砌筑混凝土的方法,这样做的目的是防止浇筑混凝土时防水板的局部凹凸被打破。


1、优良的柔韧性、防渗性、延伸率及耐磨性;
2、具有较好的隔离性、抗穿刺性;
3、无化学污染;
4、耐酸碱及多种化学物质,尺寸稳定性好,粘结性好,便于施工。
施工方法:
防水板焊接:
1.接缝处理是施工关键程序一般采用热焊接方法PE膜相接的表面加热处理使之表面熔化然后通过压力使之熔合成一体。
2.对于铺设好的防水板边缘接缝处要求不能有油污水份尘土等。
3. 焊接前要调整好接缝处两幅边PE单膜使之搭接一定的宽度搭接宽度一般为6~8㎝且平整无折皱。
4. 使用专用焊接机进行焊接。
焊缝质量检测:
1. 检测方法应采用充气法及室内试验也可采用火花试验或超声波探测法。
2. 检测设备采用气压式检测仪及真空检测仪。
焊缝质量要求:
1.对双缝充气长度为30-60㎜双焊缝间充气压力达到0.15-0.2MPa保持1-5min压力无明显下降为合格。
2. 对单焊缝和T形结点及修补点应采取50㎝×50㎝方格进行真空检测真空压力大于或等于0.005MPa保持30s肥皂液不起泡为合格。
3. 室内试验.焊缝抗拉强度应大于母材强度。
4. 质量检验应随施工进展进行。
5.参考依据:《防水板应用技术工程CTTT/T238-1998》



亿路通新材料有限公司是一家集生产、加工、销售为一体的专业生产厂家。产品品种齐全,质量精良,部分产品包工包料。主要销往国内各大省市,深受客户的认可和信赖! 我公司主要产品有 四川广安短丝土工布,我公司员工团结奋进,以严谨的工作作风,依靠同行业中先进的技术设备、优良的产品质量、率的服务理念,争得了市场份额,紧跟时代的步伐、务实的品质,使我们确立了自身的赢家地位。欢迎用户光临垂询,以对我们的产品有更进一步的了解,彼此互利,共创辉煌。 我公司秉承“以客户为中心,以低价好质量为基础,以更好服务为手段,以客户满意为目标”的经营理念,我们深信:每一个产品就是一条广告,并且我们以更优惠的价格、先进的技术设备、完善的售后服务来赢得用户的信任,


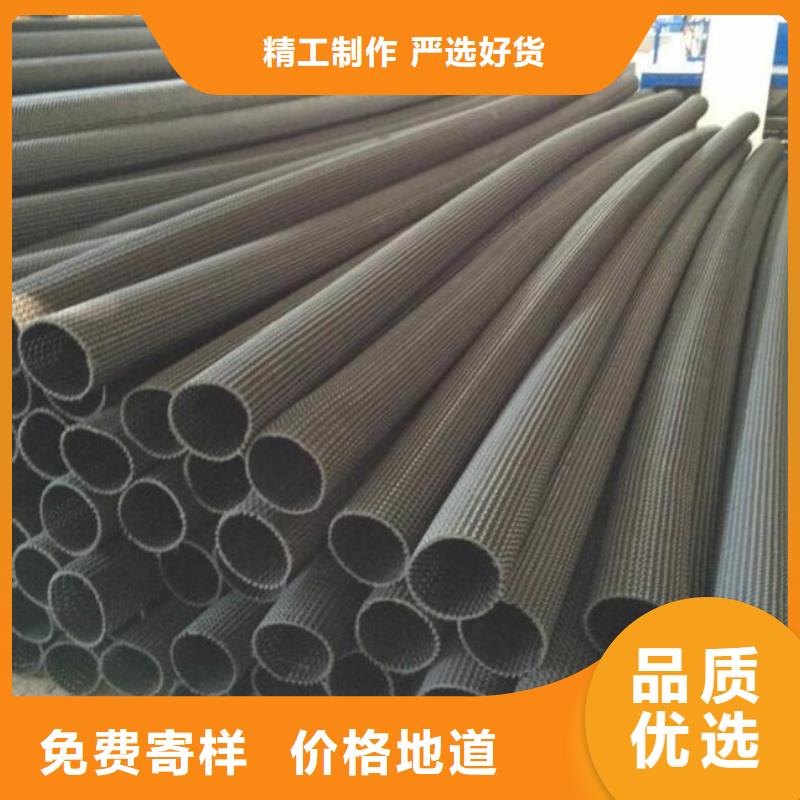
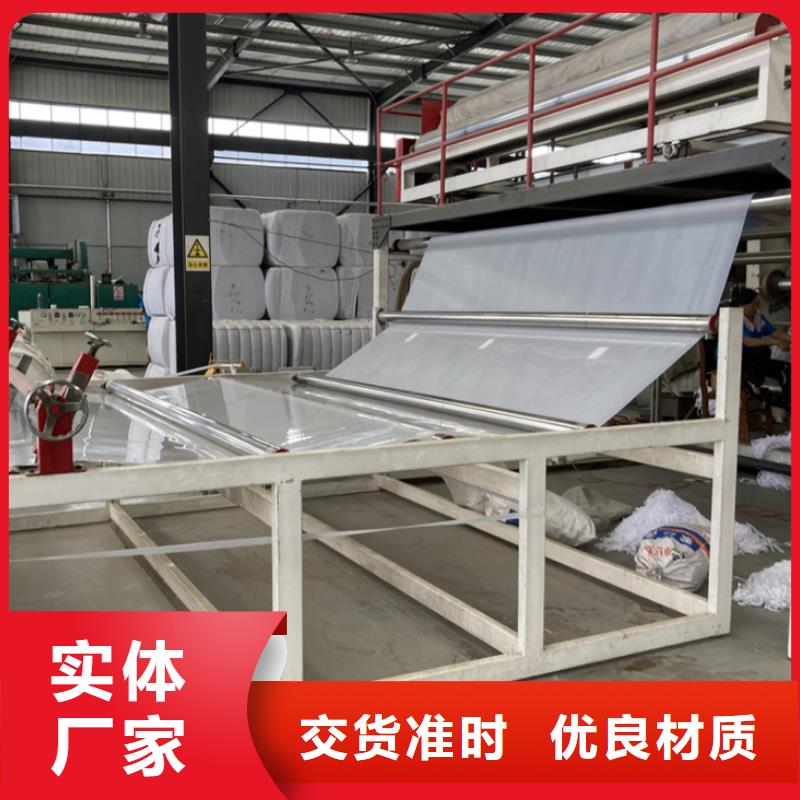
隧道EVA防水板施工方案内容包括隧道衬砌防排水措施排水盲施工防水板施工缝防水处理的方案,隧道防水是隧道工程施工质量的一个重要环节同时也是操作工艺繁杂、施工难度较大的环节之一,历来被人们所重视,因此,各个项目隧道的防水施工应根据此方案和应视当地水文地质条件因地制宜地采取“以排为主。防、排、截、堵相结合”的综合治理原则,达到排水通畅、防水可靠、经济合理的施工方案。隧道防水板防水层铺设。防水板在洞外宽畅、平整的场地上裁剪下料,采用双焊缝自动焊接机焊接成幅,汽车运至洞内,通过防水板作业台架,采用无钉孔铺设工艺铺设。防水层铺设前先切除初期支护表面的外露锚杆头。
、
隧道防水板铺设工程的要点和注意事项是什么,1在铺设隧道防水板之前,先剪下混凝土表面钢筋头和螺栓头。然后用手持粉碎机平整。修剪凹凸部分,使混凝土表面平滑,部分漏水,要及时处理,2隧道防水板放置在环形方向,焊接工艺和固定工艺必须紧密配合。一般先焊接后固定,3铺设在隧道防水板上的搭接宽度为10cm,焊缝宽度不小于2cm如果有泄漏,假焊现现象。必须用相同的防水板焊接盖住,或按照监督工程师的指示处理。4固定防水板要用胶水焊接,垫和垫之间的防水层不能绷紧。要保证板面和喷涂混凝土的紧密结合。5将防水板放在开挖工作面上。不能小于要求的距离。



