


兰格精密管有限公司主营: 辽宁铁岭活塞杆等。 公司本着“品质保证,客户至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流





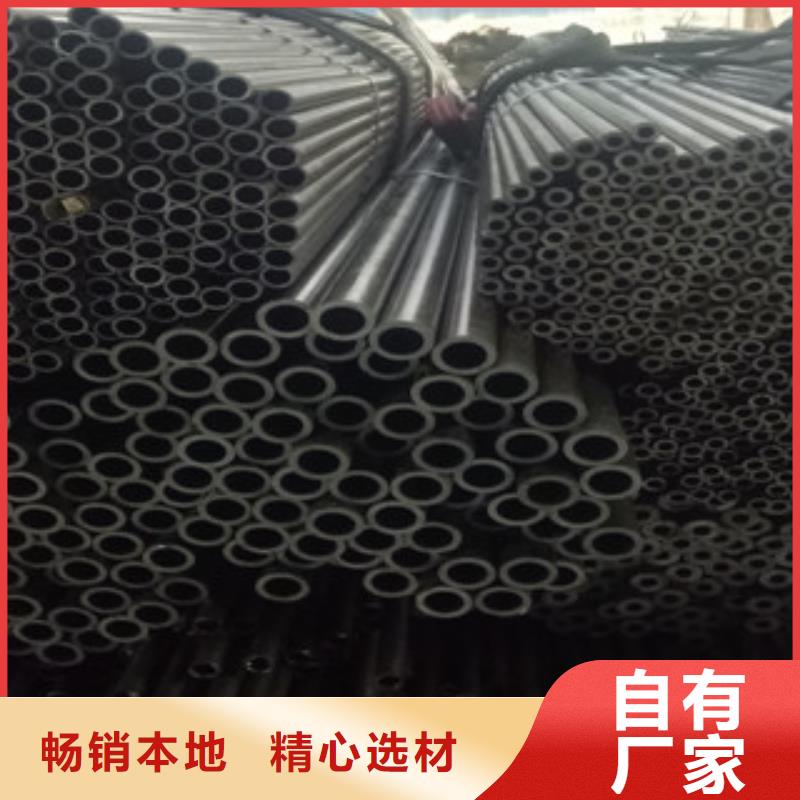
无缝管1、生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管一般
在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然
后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐
渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格
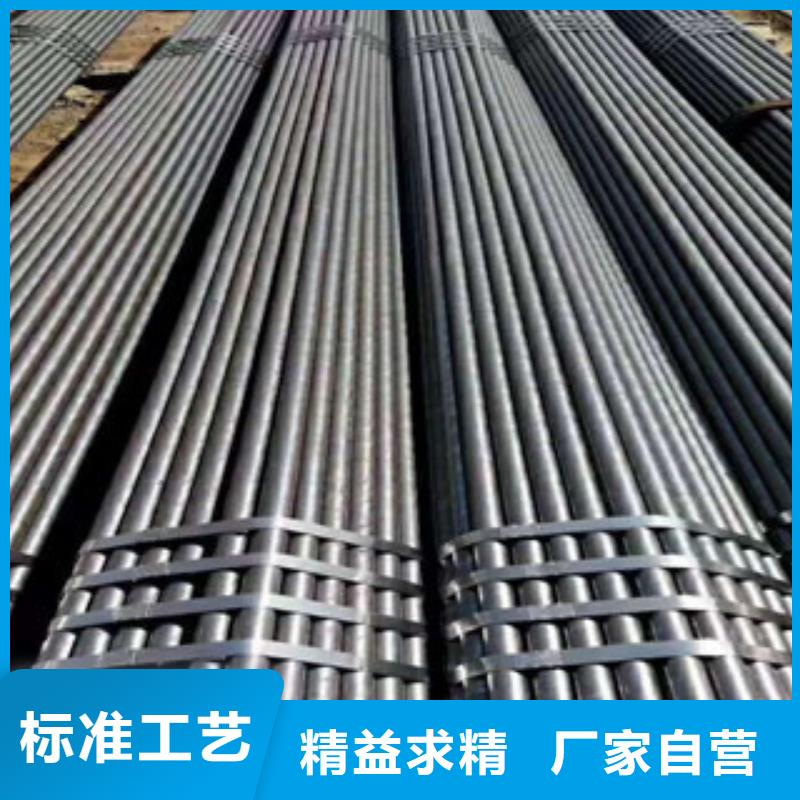
要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。若欲获得尺寸更小和质量更好的无缝管,
必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的
锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。挤压法即将
加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可
生产直径较小的钢管。


显组织它的 弱点是淬透性低,截面尺寸大和要求比较高的工件不宜采用。 45#精密钢管淬火温
度在A3+(30~50)℃,在实际操作中,一般是取上限的。偏高的淬火温度可以使工件加热速度加快,表面
氧化减少,且能提高工效。为使工件的奥氏体均匀化,就需要足够的保温时间。如果实际装炉量大,就需
适当延长保温时间。不然,可能会出现因加热不均匀造成硬度不足的现象。但保温时间过长,也会也出现
晶粒粗大,氧化脱碳严重的弊病,影响淬火质量。我们认为,如装炉量大于工艺文件的规定,加热保温时
间需延长1/5。 因为45#精密钢管淬透性低,故应采用冷却速度大的10%盐水溶液。工件入水后,应该淬透
,但不是冷透,如果45#精密钢管在盐水中冷透,就有可能使工件开裂,这是因为当工件冷却到180℃左右
时,奥氏体迅速转变为马氏体造成过大的组织应力所致。因此,当淬火工件快冷到该温度区域,就应采取
缓冷的方法。由于出水温度难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷(如能油冷
更好)。另外,工件入水宜动不宜静,应按照工件的几何形状,作规则运动。静止的冷却介质加上静止的
工件,导致硬度不均匀,应力不均匀而使工件变形大,甚至开裂。



