




我们的球墨铸铁管配件,柔性铸铁管N年专注视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:球墨铸铁管配件,柔性铸铁管N年专注的图文介绍
鑫福兴管业有限公司坚持走 湖南湘西球墨铸铁管的高科技化道路,在技术、机制、管理上不断的持续改进和创新,使公司始终走在 湖南湘西球墨铸铁管市场的前沿。
企业宗旨:科技创新品 恒心塑品牌
质量方针:创新拼搏 诚信
服务宗旨:快速响应 服务至上
员工价值观:有企业才有自我,有奉献才有收获 有事业才有价值,有拼搏才有快乐
企训:创业难,需要百倍的付出 守业难,需要百倍的精心 拓业难,需要百倍的坚强


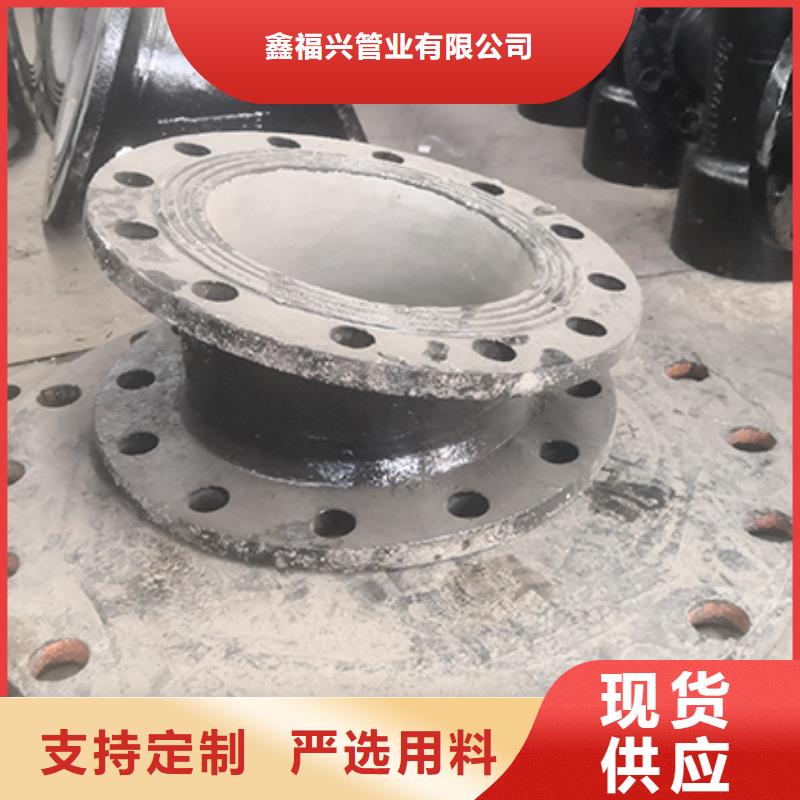
球墨铸铁管配件无论是在市政还是工业领域,保护人民财产是消防管道系统的重要使命。球墨铸铁管在设计上拥有三倍的系数,不仅保证了整个消防系统,包括阀门和消防栓是完全和一致的球墨铸铁产品,而且充分满足消防管道系统的工况要求。 随着水资源的短缺,许多城市在饮用水方面面临着严峻的形势,一些中心城市现在已经开始采用中水,中水是介于自来水(上水)与排入管道内污水(下水)之间的水,可以用来洗车、浇草坪、道路保洁、城市喷泉、做热电厂里的冷却水等等。 长期以来农业灌溉对管道密封性能的要求并不像饮用水那样严格, 现在随着水资源的日趋匮乏和成本的提高,这种观念正发生变化。为了长期保证长期的抗渗性,农业灌溉管网必须能抵抗土壤运动、农业机械的通行、水锤(因为引水管的启动和水阀放水的突然停止)和任何其它可能的事故(如:铧头的撞击)。 球墨铸铁管适应性强,它容易扩容,或者修订(同时不破坏)原来的管线。球墨铸铁管系统有很高的余量,足以满足上述的情况。当前小型或者是卫星水电站发电是一个刚刚发展,但增长很快的领域,这些水电站通常由当地企事业单位或者是民营资本运营。在该领域中球铁管拥有抗内部高水压的能力,还有极好的抵抗土壤地形外压的能力,从而允许管道可以埋设在深坑中和山谷中。 球墨铸铁管广泛用于输水、输油管道以及食品、制药、化工等行业的生产流程管网。在市政管网、自来水公司、城市建设、房地产开发、国内结构用钢、机械加工制造、煤矿、石油、化工、电力等行业的市场上,具有相当的资源和服务优势形成了资源***服务***的态势。



夏日球墨铸铁管装置时的注意事项: 1、夏日球墨铸铁管施工过程中,可在接口部位恰当覆土。 2、管沟回填应分层夯实,若管道穿越道路时,为避免压坏管身,可回填粗砂至管顶。 3、若无条件用水试压时,也可考虑用空气试压。 4、炎热的夏日,润滑油宜用植物油;寒冷的冬季,橡胶圈可用热水预热,以减少硬度,敏捷装置。 5、三通、弯头有必要做混凝土支墩。 6、在施工中有时会发生接口滴漏。为避免此现象,在装置时需严厉按规范进行施工,需保证给每根管子都装置到位,关于大口径的管道需检查每个接口胶圈的情况。 7、为了使球墨铸铁管装置便利,可先用水浸湿橡胶圈。 球墨铸铁管配件



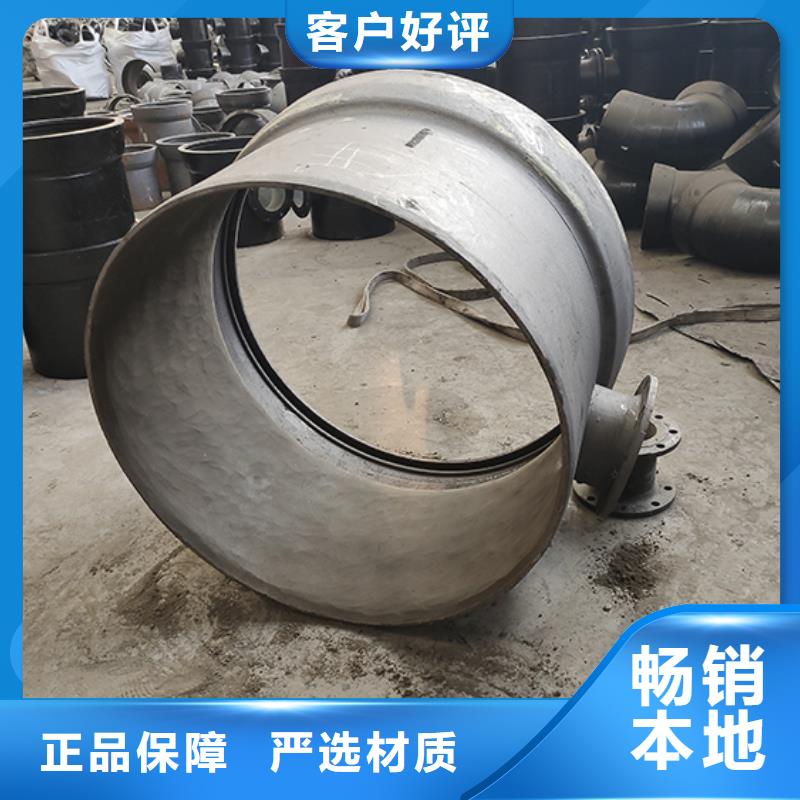
一、球墨铸铁管、球墨铸铁管配件的壁厚:当球墨铸铁管铸件表面形成硬壳后,内部的金属液温度越高,液态收缩***越大,所以缩孔、缩松的容积***值和相对值都会增加。若壁厚变化太突然,孤立的厚断面得不到补缩,会使产生缩孔缩松的现象倾向增大。二、碳当量:如果提高碳量,***增大了石墨化膨胀,则可减少缩孔缩松的现象。提高碳当量还可以提高球铁的流动性,有利于补缩。提高碳当量时,不应使球墨铸铁管铸件产生其他缺陷。 三、稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会球墨铸铁管增加缩孔、缩松的现象。 四、球墨铸铁管浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,则不能保证金属液顺序凝固;另外,冒口的补缩效果是由冒口的数量、大小以及与铸件的连接有关的。五、球墨铸铁管的温度:浇注球墨铸铁管温度高,有利于补缩,但太高会增加液态收缩量,对缩孔、缩松不利,所以应根据具体情况合理选择适宜的浇注温度。六、砂型的紧实度:若砂型的紧实度太低或不均匀,可能会产生型腔扩大的现象,致使原来的金属不够补缩而导致铸件产生缩孔缩松的现象。七、磷:球墨铸铁管铁液中含磷量如果偏高,会使凝固范围扩大,低熔点磷共晶在***后凝固时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松产生的倾向。 球墨铸铁管道气密性检测的常用方法:气密性试验是球墨铸铁管生产过程中不可缺少的工序,是产品质量的保证,在使用过程中气密性指标也是非常重要的。生产、气体泄漏检测的重要过程包括有毒气体泄漏检测、可燃气体泄漏检测和气密性试验。



球墨铸铁管设备步骤: 1、应按下管的技能恳求将管子下到槽底,通常采用人工下管法或机械下管法; 2、把管口内的一切杂物予以清.除,并擦洗洁净,由于任何附着物都有可能构成接口漏水; 3、清算胶圈、上胶圈:将胶圈上的粘着物清擦洁净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个局部不翘不扭,平均不合地卡在槽内; 4、将润滑剂平均地涂刷在承口设备好的胶圈内外表、在插口表面面涂刷润滑剂时要将插口线以外的插口部位悉数刷匀,坡口尤为重要; 5、可采用双倒链平行用力的办法使管件平行设备,胶圈不致被挤,可设备到位;也可采用加长管件的方法,用单根钢丝停止设备; 6、将准备好的机具设备设备到位,设备时留意不要将已清算的管子部位再次污染; 7、将插口放入承口内且插口压到承口的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人在管道承口端用力左右摇摆管子,直到插口刺进承口悉数到位(以插口线为标志, 道插口线进入承口内,第二道插口线几近到底),承口与插口之间应留2mm左右的空隙。并确保承口周围外沿至胶圈的距离不合; 8、检查承口插口的位臵能否契合恳求。 球墨铸铁管配件
