
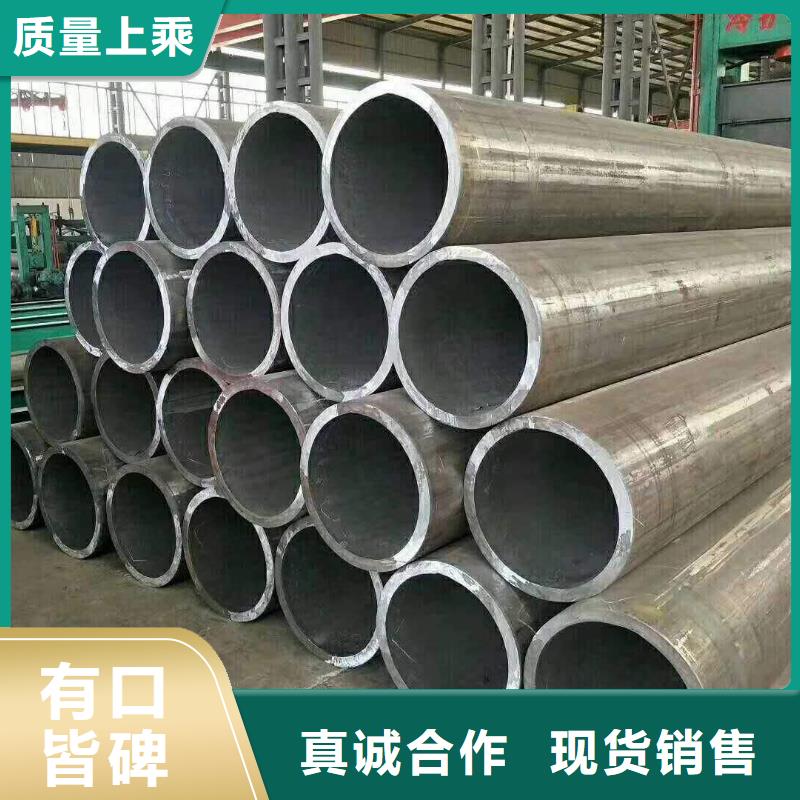


导致无缝钢管纵向裂纹原因分析
导致无缝钢管纵向裂纹的原因很多,包括材料因素和工艺因素。如果无缝钢管本身塑性差或退火不好,纵向开裂的概率会增加,但根本原因在于无缝钢管冷拔后的高残余应力。
从断裂力学的观点来看,构件的断裂是其内部微裂纹形成和扩展的结果。无缝钢管的纵向裂纹基本上是脆性断裂,裂纹形状是张开的。
一般来说,金属中微裂纹的存在是不可避免的,但在相同的材料条件下,是否会发生断裂取决于作用在构件上的拉应力。作用在构件上的拉应力可以是外加载荷,也可以是自身存在的残余应力。
冷拔后,尤其是空拔后,无缝钢管具有较高的残余应力,在无缝钢管外表面附近表现为切向和轴向拉应力,其值对于大直径无缝钢管可以达到很大的值。根据上述拉伸断裂机理,可以认为无缝钢管外表面附近存在的切向残余应力对无缝钢管的纵向裂纹起着关键作用。


无缝钢管接纳的荷载方法不一样,选择滚动轴承协作的紧松水平也应不一样,当接纳固定不动荷载时,协作应松些,使滚动轴承在机械设备上用拆比较便捷,但也不可以太松,要不然会造成在相协作零件上拖动而使协作面磨坏,因此,一般应取用衔接协作或具备非常少间隙的间隙协作。
当无缝钢管接纳转动荷载时,应选择过紧的协作,以防止该抛圈在协作零件上拖动,使协作面产生磨坏,但过盈量不可以很大,要不然会使滚动轴承內部的侧隙减少以至完全消退,产生过大的接触压力,造成 轴磨坏加快,影响其使用寿命。
当无缝钢管接纳摆动荷载时,选择协作的紧松水平,一般与无缝钢管接纳转动荷载时采用的协作同样,也许稍紧一些。
无缝钢管生产步骤:管料历经积极轧管机上不断冷轧******经均整个机械均整壁厚,经定径机定径,抵达规范规定,应用连续式轧管机组生产热扎无缝钢管是较的方法,一般 在二辊式挤压机上开展,无缝钢管在变横断面圆洞槽和没动的锥型顶边所构成的环状板孔中冷轧,冷拉一般 在多肽链式或双链条式冷拔机上开展捏揉法已然加温好的管料放到密闭式的捏揉圆桶内破孔棒与捏揉杆一同健身运动,使捏揉件从较小的模孔中挤压,此方法可生产直徑较小的无缝钢管。



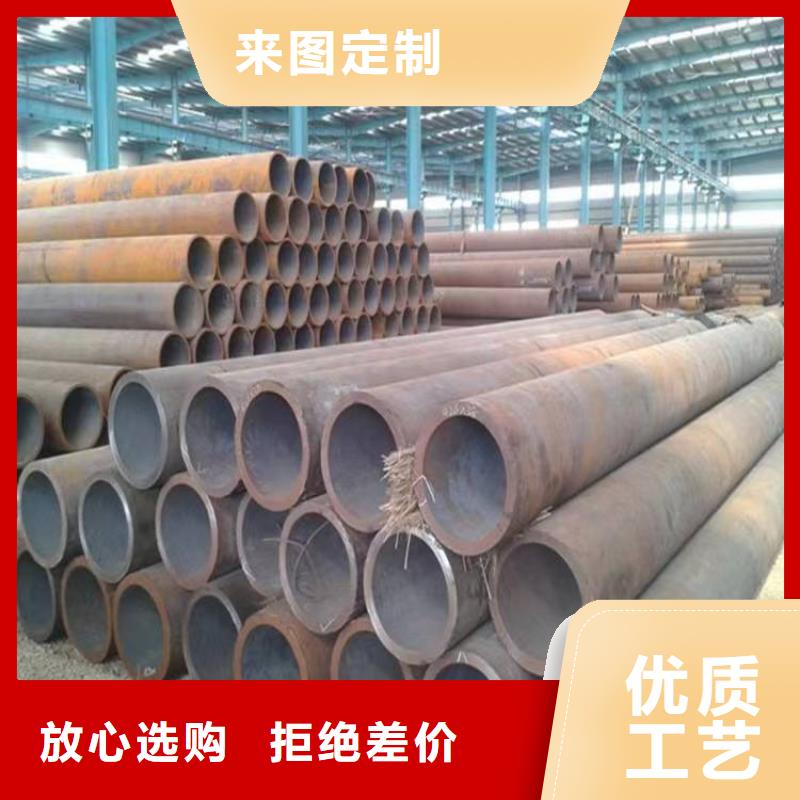
无缝钢管被誉为工业的“血管”,是 工业建设和国防建设的重要原材料
无论制造飞机、轮船、火车、汽车、锅炉、电站,还是输油、输汽、输水
或者是开发矿藏进行地质钻探,哪儿都需要它,哪里也离不开它。
可以说,如果离开了无缝钢管的话,很多如石油、化工、钢铁、机械、军工、航空航天等工业发展都将无从谈起。



金海金属材料有限公司地理条件优越,交通便捷。公司以“ 四川成都精密管质量求生存,信誉求发展!”为企业目标,以“打造品牌,树立形象!”为企业宗旨,不断挑战自我,越超自我。

