




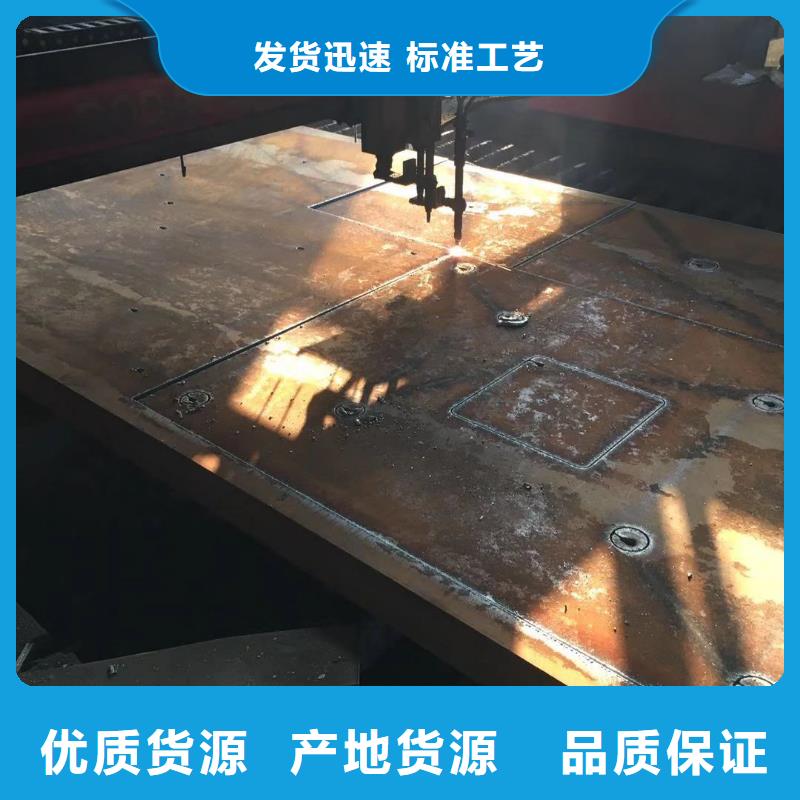

对于钢板零割、切割加工包含了很多工艺,钢板打孔切割就是其中的一项,这也是令人头疼的一项,因为其中有很多事项需要注意,避免会影响到终的打孔切割质量。
而对于厚度在五十毫米以上的钢板,就不适合在钢板中间直接打孔,正确的做法是在确定打孔位置之后,先用钻孔机钻出孔且要钻穿,然后在钻穿孔处进行预热切割。这么做就可以避免长时间燃烧穿孔带来的各种浪费,而且保证了钢板材质的质量和性能。
聚贤丰汇特钢有限公司拥有大型数控火焰切割机、数控等离子切割机、大型剪板机、500吨大型液压冲床、机械冲床、数控立车、镗床、铣床、加工中心等机械加工设备,专业承接特厚钢板切割、钢板零割、钢板数控切割、钢板下料、异形件切割、仿形件切割、剪切、冲孔、折弯、机加工、物流配送等延伸服务。提供正火保性能钢板,一级、二级、三级探伤钢板期货,保性能钢板,一级、二级探伤钢板现货销售。
聚贤丰汇主营Q235B、Q345B、45#、Q345D、Q345E、Q690D、Q550D、Q460C、40cr、42crmo钢等材质的切割与加工。可按客户图纸要求进行切割异型件、切割法兰圆盘毛坯件、仿形件。外协加工各类机械零部件、模具钢、轴承座、齿 、钢结构及焊接预埋件、起重及升降钢板配重块。钢板切割件产品主要应用于重型机械设备,如造船、纺织、采矿机械、机床、锻压、发电设备、冶金机械制造等领域。 我们公司的优势在于特厚钢板的切割及深加工业务中能大量替代锻、铸件。需要我们做什么,这些问题一直困扰着我们。但是经过几年的实践,发现做好客户关系其实很容易,那就是真诚!小编今天就是来为大家解决这个问题的,大家拭目以待。
定轧材质:普碳钢板系列:Q235ABCDE、SS400、A36、SM40A、ST37-2。
优碳钢板系列:10-50#钢、20Mn、50Mn、1025、10#。
低合金高强度钢板:Q345(16Mn)、Q390A(15MnV)、Q420A、Q460C、S355JR。
锅炉用钢板:Q345R、Q245R、SA285GrC、SB410、16Mng、410B、:20R,16MnR,16MnDR,15CrMoR,SPV355。
桥梁用钢板:Q235qC、Q345qC(16Mnq)、Q370qC、14MnNbq。
建筑结构用钢板:Q235GJC、Q345GJC、Q390GJC
造船及海上平台用钢板:A、B、C、D、E、 AH32、DH32、EH32、AH36、DH36、EH36、2HGr50等。
所以说钢板的打孔切割比较头疼,主要是因为不同厚度的钢材,所需要的打孔预热时间和风向调整都是不一样的,其中有很多讲究。比如通常情况下,五十毫米以下的钢板,直接在钢板中间切割穿孔就可以了。但是如果遇到不需要在中间打孔的怎么办呢?那就要从钢板边缘切割,这就要设计到对钢板的合理排版,使得钢板材料得到充分的应用。


20g锅炉钢板切割后期导致变形是什么原因
在厚钢板切割中,温度是从上表面向下递减的,切割开始时,氧气压力逐渐增加, 在钢板厚度方向达到一致,这就造成在切割起始位置钢板厚度方向燃烧不一致,工件切割起始端产生缺陷,为避免缺陷的产生可采用以下方法:
1,采用圆弧进刀增加引入线长度,避免直接切入点,此方法使用效果较好,生产中得到较为广泛的使用,其缺点是浪费材料。
2,采用引燃棒,该方法就是在切入点处紧贴钢板厚度增加一块钢板,贴紧处不应有缝隙,割刀应从引燃棒上切聚贤钢板切割入,引燃棒将引导割矩火焰至钢板底部,使钢板上下燃烧速度达到一致,得到好的切割段面,引燃棒可采用切割下来的边角料代替,此种方法减少了工件与板边的距离,减少了边角余料的产生,有效地提高了板材利用率,引燃棒在切割特厚钢板中较为实用。
堆焊复合钢板由于硬度高,双层特性,因此机加工需要注意以下事项:。
切割:可用等离子切割,水刀,电火花,碳弧,砂轮锯将大面积复层钢板切割成所需要的形状,方法是用空气或者惰性气体等离子弧进行天津钢板零割切割,方法是从合金背面开始切割,碳弧切割应从基板一面开始切割,如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
20g锅炉钢板切割后期导致变形是什么原因
弯曲:堆焊复合钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆,凹面成型,合金裂纹由于向内应力将紧闭,凸向成型,裂纹将变大开裂,这是正常现场,如果开裂过大,使用相应焊条进行修补,卷曲成管,按小弯曲半径进行。
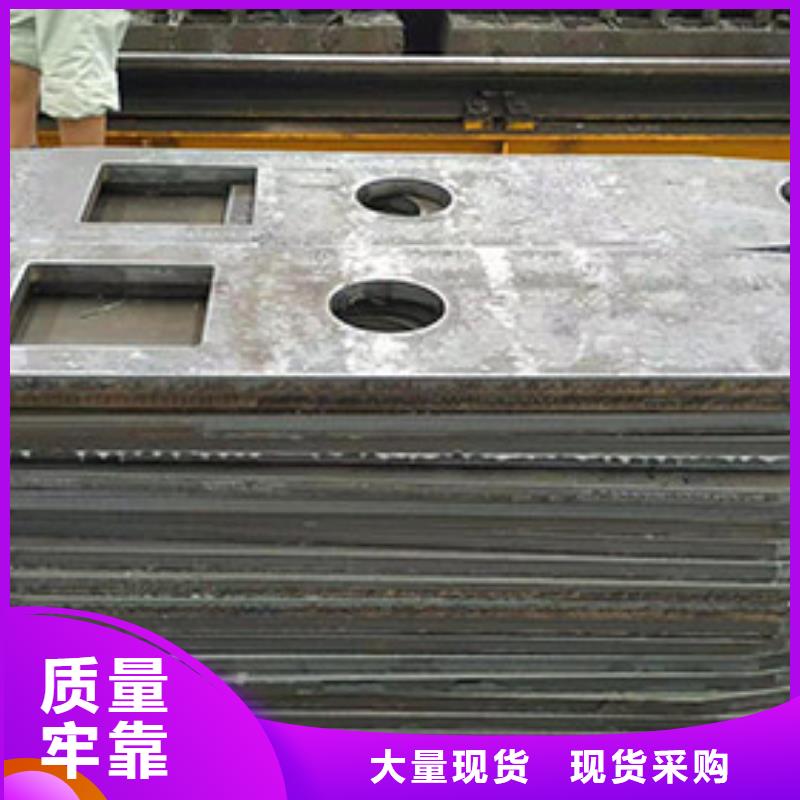
开孔:大孔可以采用等离子切割,小孔使用水刀,电火花等,无锡钢板加工装配螺栓用的沉头孔可以采用特殊工艺进行加工。
焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐,堆焊复合钢板也可以焊接到其他钢结构上。
塞焊:可用等离子或者碳弧气刨在堆焊复合钢板上开孔,通过塞焊的方法与其他钢结构件连接。
螺栓固定:可以焊接方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在堆焊复合钢板上开孔,通过螺栓与其他工件连接。
20g锅炉钢板切割后期导致变形是什么原因
钢板在后期加工时,会因为翘曲导致切割后变形,造成工件报废,影响用户正常使用,同时造成企业经济损失,分析认为钢板经热轧后内部及上下表面存在残余应力,如果残余应力沿钢板宽度和长度方向呈不均匀分布,将会对钢板截面产生一个力矩,使钢板在分切后发生翘曲,控制措施是:。
层流冷却造成的内应力不均衡问题主要是由3种不均匀冷却导致:(1)横向冷却严重不均匀,(2)厚度方向冷却不对称,(3)横向和厚度方向冷却不均匀混合。
控制冷却的横向均匀性和厚度方向的对称性,是控制中厚板平直度,降低内应力的条件,横向冷却侧喷方案是通过改进下集管横向角度和驻水点等措施达到层流冷却温度控制均匀性。
矫直能改善钢板残余应力分布,当钢板在横断面上有应力分布不均时,可以需要采取弯辊措施以增加局部变形的方法来补偿纵向纤维的长短不齐,达到波浪弯,均匀化钢板内应力的目的,调节矫直机横向的凸度值调节也是改善钢板残余应力分布的重要措施。



聚贤丰汇金属材料有限公司成立于2015年,是一家专业【山西太原锻造圆钢】的生产厂家,厂家主要产品有:【山西太原锻造圆钢】。 厂家成立以来,生产工艺不断改善,管理制度不断完善,技术力量不断突破。

聚贤丰汇特钢有限公司主打业务为“中厚板、特宽厚板、低合金板、锅炉板、容器板、船板、热轧卷板、碳板、高强板。公司为国内多家特大型基建、机械、船舶等企业提供优质板材产品。
在机械加工过程中,板材切割常用方式有手工切割、半自动切割机切割及数控切割机切割。手工切割灵活方便,但手工切割质量差、尺寸误差大、材料浪费大、后续加工工作量大,同时劳动条件恶劣,生产效率低。半自动切割机中仿形切割机,切割工件的质量较好,由于其使用切割模具,不适合于单件、小批量和大工件切割。其它类型半自动切割机虽然降低了工人劳动强度,但其功能简单,只适合一些较规则形状的零件切割。数控切割相对手动和半自动切割方式来说,可有效地提高板材切割地效率、切割质量,减轻操作者地劳动强度。在我国的一些中小企业甚至在一些大型企业中使用手工切割和半自动切割方式还较为普遍。
我们有着多年钢铁从业的经验,专业为钢板用户提供的服务。公司主打业务为“中厚板、特宽厚板、低合金板、锅炉板、容器板、船板、热轧卷板、碳板、高强板。公司为国内多家特大型基建、机械、船舶等企业提供优质板材产品。
在数控火焰切割机的使用中,除了对硬件设备及操作工艺的要求之外,对常用易损件及配件的质量稳定性也需要有一定的了解,割嘴作为数控火焰切割键部件之一,在平时的使用过程中,需要操作工对其常出故障及其处理方法有较好的把握。
1.嘴头和割炬配合不严的处理点火后火焰虽正常,但打开切割氧调节阀时,火焰就立即熄灭。其原因是割嘴头和割炬配,合面不严。此时应将割嘴拧紧,无效时应拆下割嘴,用细砂纸轻轻。研磨割嘴头配合面,直到配合严密。
2.保持割嘴通道清洁割嘴通道应经常保持清洁光滑,孔道内的污物应随时用通针干净。
3.火焰熄灭的处理点火后,当拧预热氧调节阀调整火焰时,若火焰立即熄灭,其原因是各气体通道内存有脏物或射吸管喇叭口接触不严,以及割嘴外套与内嘴配合不当。此时,应将射吸管螺母拧紧;无效时,应拆下射吸管,各气体通道内的脏物及调整割嘴外套与内套间隙,并拧紧。
4.选择合适的割嘴应根据切割工件的厚度,选择合适的割嘴。装配割嘴时,必须使内嘴和外嘴保持同心,以保证切割氧射流位于预热火焰的中心,安装割嘴时注意拧紧割嘴螺母。
公司常年主营业务:钢板零割、圆钢切割、容器板切割、特厚钢板下料、钢板数控下料、钢板切割下料、中厚板切割、中厚板加工、钢板切割加工、钢板切割轴承座等。
公司常年代理经销宝钢、舞钢、武钢、沙钢、济钢、湘钢、汉冶、长达等国内一二类钢厂热轧中厚板、低合金板、锅炉容器板、造船板。年销售现货钢材及钢材量约25万吨。销售业务遍布于天津、江苏、山东、安徽、浙江、福建、湖北、辽宁、上海等省市。

