


想要探索铜止水现货供应价格优惠的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:铜止水现货供应价格优惠的图文介绍
广硕橡塑制品有限公司自成立以来一直秉承“品质、专业、诚信、热忱”的经营理念,致力于打造满足客户需求的准确、方便、迅捷、可靠的 山东东营沥青麻绳企业。公司特别注重高科技研发团队的的建设,凝聚了一支多年从事 山东东营沥青麻绳方面的研发和产品工程师,保证了产品质量的稳定性、可靠性。同时公司也建立了拥有丰富项目实施经验和技术过硬的售前、售后服务队伍,可以为用户提供的产品服务和技术解决方案。


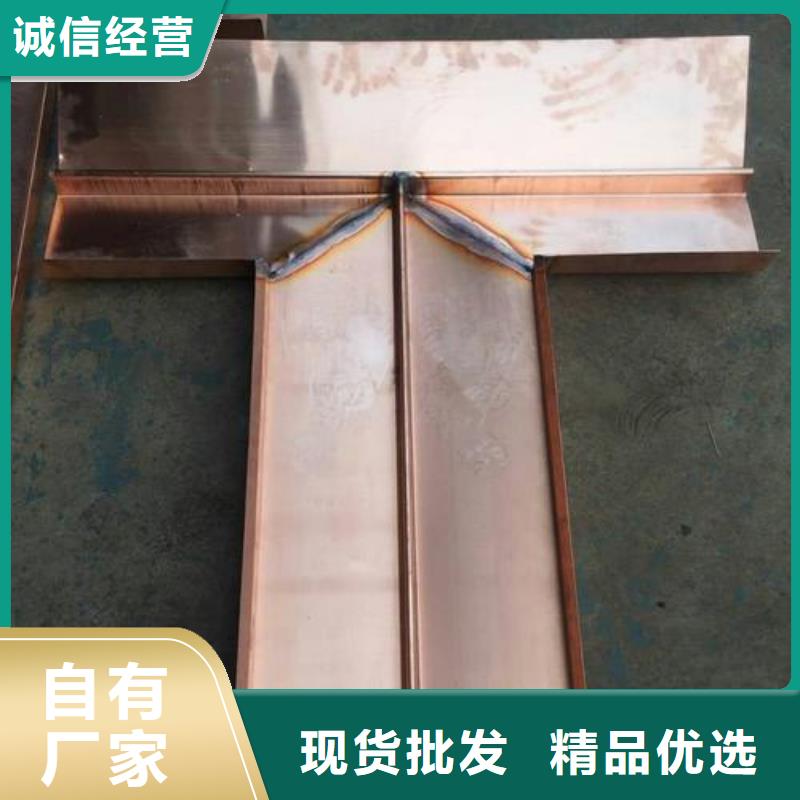
适用于各类水工建筑的基础止水、坝身止水、坝顶止水、廊道止水、以及坝孔洞止水、厂房止水、溢流面横缝止水等、是防止疏漏理想的产品。水电工程通常用的是T2M软态紫铜板。铜止水板的 标准为GB/T2059-2008紫铜止水带的安装规定紫铜止水带安装应由模板定位,支撑牢固;水平止水带上或下50cm范围内不宜设置水平施工缝,如无法避免,应采取措施把止水带埋入或留出。
1、止水装置前首先要查看和校对加工的缺点,止水外表要处置洁净、平直,是紫铜片外表的浮皮、油漆、油污、锈蚀等要处置洁净。2、一旦有钉孔,裂缝等要及时进行焊补,否则一旦使用破损的铜片就不能起到防漏作用了。
3、在安装的时候要并且保证牢固,不能出现变形,裂纹。4、成型后的止水紫铜片,在装置时,应避免歪曲变形或其他损坏。5、止水装置时,其中线应与缝中线重合。6、关于止水紫铜片,鼻子有较大的变形性,为避免浇筑砼时砂浆或其它物质进入鼻子的空,在鼻子内填塞可塑性填料或用胶带进行关闭,可塑性填料可用聚氨酯类泡沫塑料、沥青浸渍的泡沫塑料或其他塑料资料。
1、止水装置前首先要查看和校对加工的缺点,止水外表要处置洁净、平直,是紫铜片外表的浮皮、油漆、油污、锈蚀等要处置洁净。2、一旦有钉孔,裂缝等要及时进行焊补,否则一旦使用破损的铜片就不能起到防漏作用了。
3、在安装的时候要并且保证牢固,不能出现变形,裂纹。4、成型后的止水紫铜片,在装置时,应避免歪曲变形或其他损坏。5、止水装置时,其中线应与缝中线重合。6、关于止水紫铜片,鼻子有较大的变形性,为避免浇筑砼时砂浆或其它物质进入鼻子的空,在鼻子内填塞可塑性填料或用胶带进行关闭,可塑性填料可用聚氨酯类泡沫塑料、沥青浸渍的泡沫塑料或其他塑料资料。



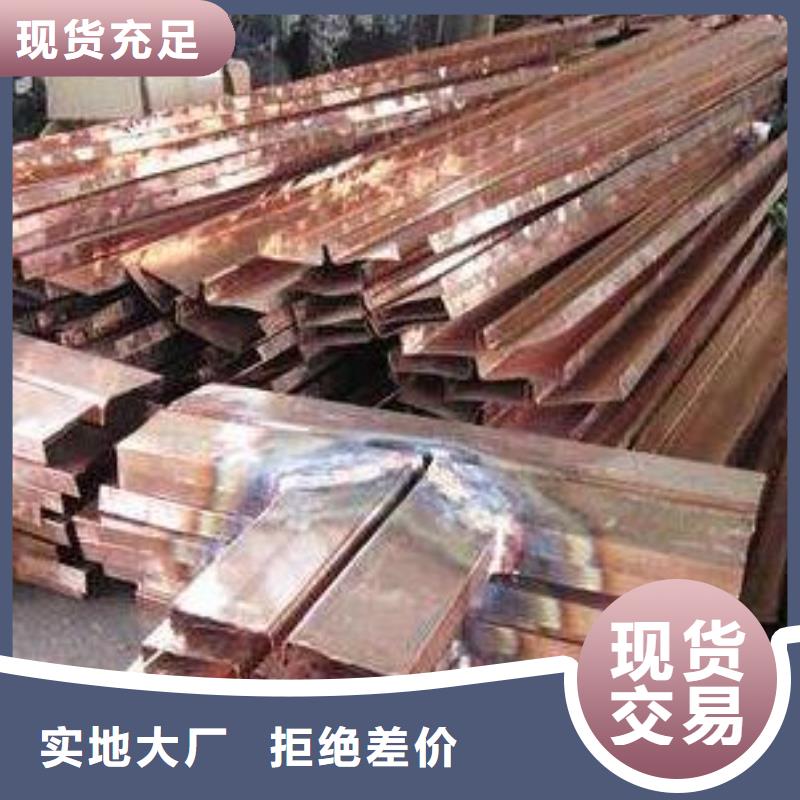
紫铜片止水带紫铜止水带价格按型状分为平板型止水带(中部为平板的止水带)止水带不同形状示意图止水带不同形状示意图变形型止水带(能够适应接缝变形的止水带,又分为封闭型(中心孔等)和开敞型(中心变形体不封口)两种,开敞型包括W型、F型、Ω型、波型等)一、铜板止水带应平整,表面的浮皮、锈污、油渍均应干净。
如有砂眼、钉孔、裂纹应予焊补。二、铜板止水带现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊接,但均不得采用手工电弧焊。三、焊接接头表面应光滑、无砂眼或裂纹,不渗水。
在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查。四、铜板止水带安装应准确、牢固,其“鼻子”中心线与接缝中心线偏差±5㎜。定位后应在“鼻子”空填满塑性材料。
如有砂眼、钉孔、裂纹应予焊补。二、铜板止水带现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊接,但均不得采用手工电弧焊。三、焊接接头表面应光滑、无砂眼或裂纹,不渗水。
在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查。四、铜板止水带安装应准确、牢固,其“鼻子”中心线与接缝中心线偏差±5㎜。定位后应在“鼻子”空填满塑性材料。



常用的方法是在加温的时候就用镊子元件外拉,当温度达到时,元件就会被拉出,但切记不要太了,否则管脚断在焊锡中就麻烦了。当然,为起见,两种方法结合起来使用是再好不过了,因为有时由于元件插孔太小,吸焊很难被吸干净,此时撤走吸焊器就会粘住,故可以用电烙铁加热取掉。
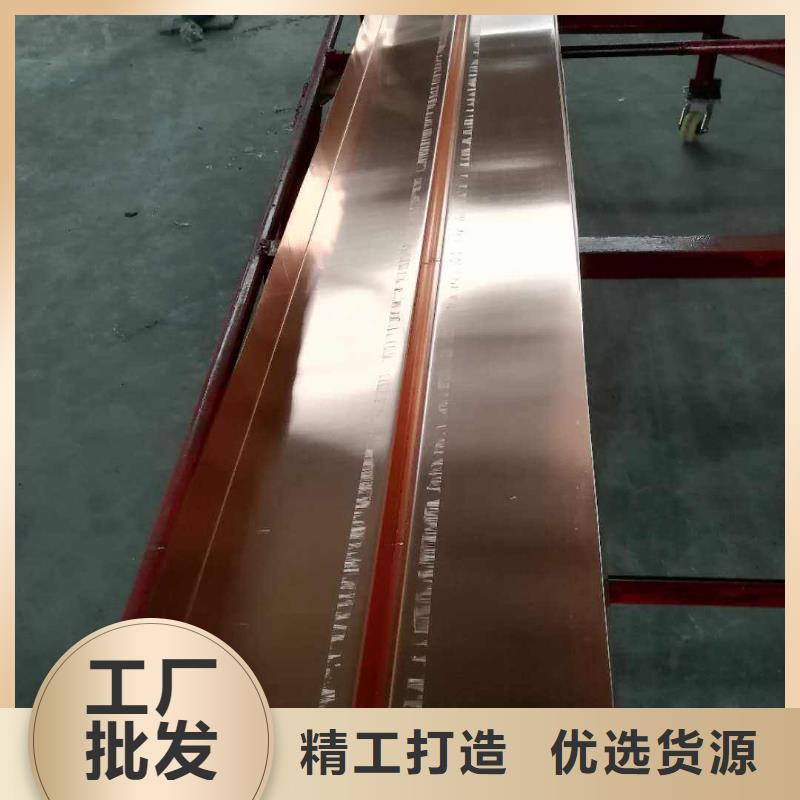
水工建筑物接缝止水设计止水效果的好坏直接关系到建筑物的与,是地基条件为砂土、粉砂土或地基下有石膏的地方,如果接缝漏水,水流会带走地基中的细砂、细土颗粒,淘空基底或软化地基,从而使建筑物发生沉陷倒塌破坏。
止水铜片的基本性能要求目前被广泛应用作为水工变形缝止水的铜片均为紫铜片。紫铜是指含Cu:量不低于99.5%的I业纯铜,因其表面呈而得名。它具有极好的导电性、导热性、良好的塑性及耐腐蚀性能。紫铜常见的牌 有四种:T1、T2、T3及T4,其含Cu量分别占99.95%、99.90%,99.70%和99.50%以上。
水工建筑物接缝止水设计止水效果的好坏直接关系到建筑物的与,是地基条件为砂土、粉砂土或地基下有石膏的地方,如果接缝漏水,水流会带走地基中的细砂、细土颗粒,淘空基底或软化地基,从而使建筑物发生沉陷倒塌破坏。
止水铜片的基本性能要求目前被广泛应用作为水工变形缝止水的铜片均为紫铜片。紫铜是指含Cu:量不低于99.5%的I业纯铜,因其表面呈而得名。它具有极好的导电性、导热性、良好的塑性及耐腐蚀性能。紫铜常见的牌 有四种:T1、T2、T3及T4,其含Cu量分别占99.95%、99.90%,99.70%和99.50%以上。


焊接部位的氧化层----可用断锯条制成小刀,刮去金属引线表面的氧化层,使引脚金属光泽。印刷电路板可用细纱纸将铜箔打光后,涂上一层酒精溶液。元件镀锡----在刮净的引线上镀锡。可将引线蘸一下酒精溶液后,将带锡的热烙铁头压在引线上,并转动引线。
即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。做好焊前处理之后,就可正式进行焊接∶(1)右手持电烙铁。
左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。
即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。做好焊前处理之后,就可正式进行焊接∶(1)右手持电烙铁。
左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。



