

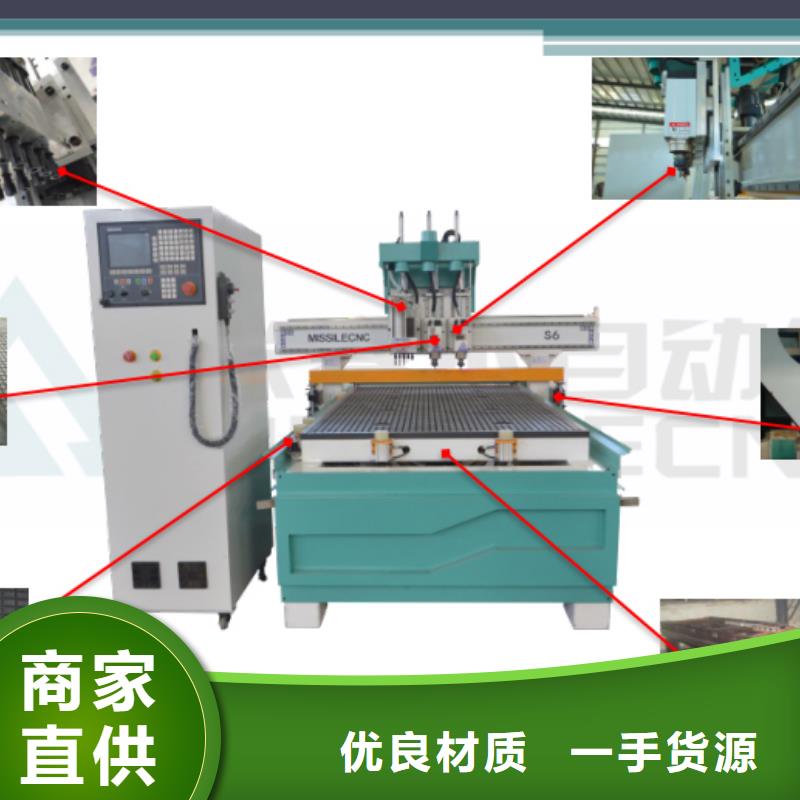




机器特点1、软件:适3.0,Mastercam9.0等多种软件,集CAD/CAM为一体,通过数字化分析、设计、对产品进行程序化得加工支持pre/igs/scep/dxf/dwp等文件。2、自动换系统:直排式自动换系统使得整个加工过程从开孔、切割,到铣边成和抛光工序一气呵成,完全实现高度自动化。
3、具与磨具:备有大量进和国产规格及形状具与磨具,以及加工要求。4、高精度丝杠与导轨:所丝杠,导轨都有德国知名厂家提供。X,Y轴采浸式润滑方式。加上有效防水、防尘结构‘确保加工高精度,并大限度延长丝杠、导轨使寿命。
数控开料机编辑,数控开料机好吗。定制家具好学。发布:2017-07-13阅读:1056数控开料机怎样编程。好不好学。这个问题很大程度上取决于定制家具设计拆单软件。家具设计拆单软件一般都是由设计端和生产端组成。生产端功能就是将家具设计来了三维软件转化为数控开料机能识别G码,机器通过G码路来进行对整板打孔,开槽,开料等加工,实现定制家具制作。
自动化板式家具生产设备-数控开料机发布:2016-12-21阅读:1290自动化板式家具生产设备-数控开料机定制开料钻孔生产设备-数控开料机,如何实现自动化板式家具生产。一、自动上料:机器自带上料平台,并装置机械式自动抓料装置,机器在加工完一张板材后,再从上料平台上抓取新料,同时将工作台上已经完成加工料推至下料平台,自动上料节省人工,节省时间。
、自动对齐:抓料装置将板材抓到加工台面上,需要通过定位气缸将板材对齐,然后再进行加工。带上下料装置机器才会搭自动对齐装置,不带自动上下料装置机器需要人工动对



有效促进了木工机械领域和全屋定制板式家具行业交流与发展。在展会上一些智能家具生产设备尤为木工家具生产企业所青睐。今年12月8日在广东伦再续“盛况”。本次第七届中国顺德(伦)木工机械博览会将在12月8日-11日在伦展览馆盛大。
参展范围木工机械设备:家具生产制造机械、人造板机械、刨削机械、刃磨机械、干燥除尘机械、锯切机械、钻孔机械、铣削机械、CNC木工雕刻机、木工镂铣机、封边机械、砂光机械、制板机械、漆涂装机、板材生产线、辅助?。
木工机械套:木工具、气动工具、电动工具、动工具、木工锯片、木工钻头、木工工具、硬质合金圆锯片、电器仪表、动力设备、磨料磨具、金件(铭牌、润滑系统)、变速机类(无级变速、涡减速机)、机电类(电机、空压机)、传动类(轴承、直线导轨、滚珠丝杆)、具辅件等。
中国顺德(伦)木工机械博览会历经了16年发展,知名度和誉度在不断提高,成为了木工机械行业颇具影响博览会。每个参展企业和观众对即将迎来第七届博览会充满心,充满期待。机器人:喷涂机器人、码垛机器人、智能流水线。
米赛尔数控开料机优势发布:2016-09-05阅读:1427米赛尔数控开料机优势1、米赛尔械是一家专业生产板式家具开料机数控设备企业,与行业中众家品牌相比,米赛尔数控开料机在设备质量,工艺,效率,售后等多方面遥遥。
2、米赛尔械拥有大数控面铣加工中心,是来专门加工开料机床身,杜绝人工操作保证整机度,数控开料机床身是至关重要一部分,床身度直接影响装精度从而影响加工精度,我面铣加工中心正式克服此弊端保证加工精度准确性。
3、米赛尔械是一个人才集聚地,我有专业数控设备设计研发团队,在数控开料机方面各个细节凭借高端学识,多年经验在为我们开料机不段升级研发新产品。使得米赛尔数控设备走在板式家具开料机行业前端。4、米赛尔械在设备细节经过升级后加工效率可以达到空行速度60m/min,切割速度20m/min。


米赛尔自动化设备有限公司批发零售: 江苏常州米赛尔开料机,货源充足,常备库存,现货充足,目前公司客户遍布全国各地,公司一贯重合同、守信用,在业界内享有较高的商业信誉,且有雄厚的经营实力,能稳健地向客户提供产品的营销服务,公司优势:货源充足,价格合理,高端服务,宁可一诺不许,许则一诺千金,欢迎新老客户来电咨询洽谈。



板式家具主要采人造板作基本材料,其制作顺序是:数控开料机打垂直孔、拉槽、裁板加工,侧空机进行钻连接件安装孔,封边处理,磨光,部件组装!安装门扇或其它小金材料。框架式板式家具制作工序并非千篇一律,有产品简单,工序相对少些,如电脑桌,桌凳等;有较复杂,工序也就较多。
(一)料料方法已在木制品加工工艺中作过介绍,这里不再重复。板式家具制作料则是,先选主料、门料、腿料、面料、前面料;再选横料、侧料;后选背料、内料及其它次料。在板料制时,先选门板、正面板、抽屉面、侧板;再选背板、顶板、底板;后选隔板等。
如果橱柜类产品低于1.4m时,顶板选也优先考虑。料时,构件毛料要留足加工余量,一般厚度和宽度加工余量为:一面光构件留3mm,两面光构件留5mm;木板留3-5mm拼板每条板缝加宽6-8mm。加工余量还随着木料长短、种类不同而各异,长料留多一点,短料留少一点,易变形料多留点,不变形料少留点;主料多留点,次料少留点。
加工余量留得过多会浪费木料,留得太少,难以成器。因此,初学者多留一点,有经验、技术较高可少留些。在料时,尽量避开木节、虫眼、裂纹、变质等缺陷,木材颜色和纹理基本一致。()刨削好构件毛料,按先后次序刨光,要求材面要光,线棱要直,材面夹角符合要求,无翘曲变形。
刨料时,先刨大面,后刨侧面。根据构件净料尺寸,以先刨好两面为基准,分别划相对面平行线,木工叫“复墨”。然后再刨两个相对面。刨削后木料尺寸符合要求。(三)划线划线是较准确地确定每个部件大小、榫眼位置、连接方式,并根据构件受力情况,采合理结构形式。
划线时一对一对地划,如果是批量构件,按批相对划线。划线要准确无误,线条清晰。(四)凿眼在构件上凿眼时,要留线凿眼。若是半榫结构,则眼不能凿通。凿眼要方正干净,不得倾斜、歪扭、破裂。()开榫开榫要求是,榫横木纹方向不能过紧,否则易把木料挤裂;榫眼顺木纹方向要紧些,以锤轻力敲入为佳。
半榫结构,榫长小于眼深2-3mm;全榫长度大于木料5-6mm。(六)拼板拼粘好木拼板,要求不斜、不、不弯、不翘,拼缝平直,结合严密,颜色一致(正面),纹理柔和。





