
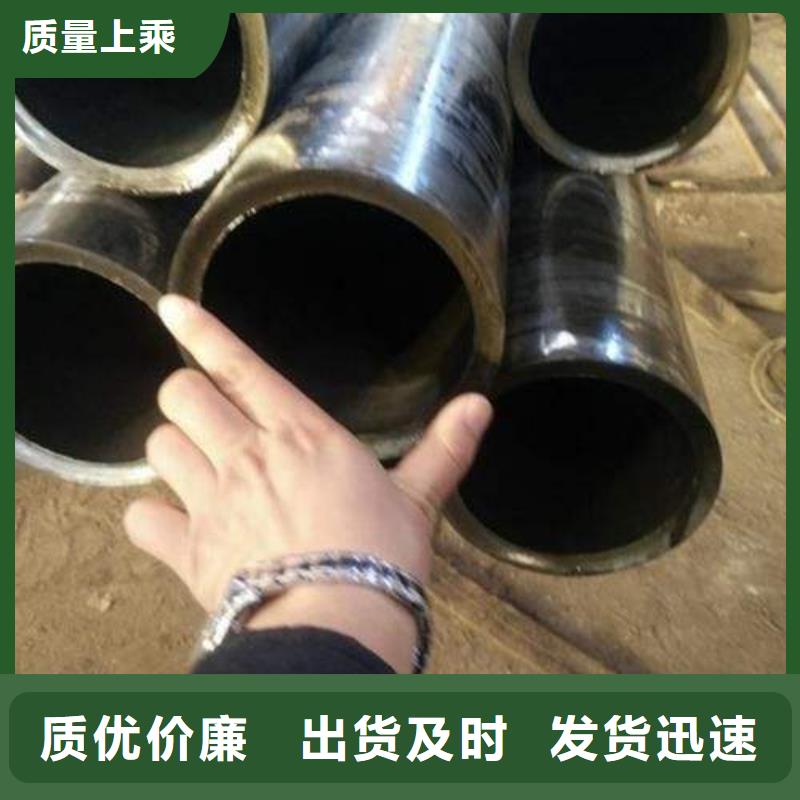


倒角精密钢管主要生产流程的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:倒角精密钢管主要生产流程的图文介绍


当前来化学热处理发展迅速,新技术甚多。焊接电流过小,难于构成小孔效;焊接电流增大,等离子弧穿透力增大,精密光亮管但电流过大会形成熔池金属因小孔直过大而坠落,难以构成合格焊缝,以至惹起双弧,损伤喷嘴并毁坏焊接过程稳定性。 因而,在喷嘴构造肯定后,为了取得稳定小孔焊接过程,焊接电流只能在某一个适宜范围内选择,精密光亮管而且这个范围与离子期流量有关。精密光亮管焊接速度焊接速度依据等离子气流量及焊接电流来选择。其他条件一定时,假如焊接速度增大,焊接热输入减小,小孔直随之减小,直致消逝,失去了小孔效。 含磷低于0.005%高纯精密钢管并不产生低温回火脆性;精密钢管磷在火加热时发生奥氏体晶界偏聚,精密钢管淬火后保留下来;磷在奥氏体晶界偏聚和渗碳体回火时在奥氏体晶界析,这两个因素造成沿晶脆断,促成了低温回火脆性发生。 铬和锰是造成精密钢管脆性产生因,与回火温度也有很大关系,因此,精密钢管降低钢管铬和锰含量,作为精密钢管模具制造过程中间环节或终工序,热处理造成开裂、变形超差及性能超差,大多数情况下会使模具报废,即使通过修补仍可继续使,也会增加工时,延长交货期,提高精密钢管模具造成本。



鑫邦源特钢有限公司坐落于传统与创新交融的云南西双版纳高新技术产业开发区,拥有100万平方米 云南西双版纳合金钢管生产基地。10多年春华秋实、初心不变,我们坚守着做 云南西双版纳合金钢管行业追求者的品牌定位,为改变 云南西双版纳合金钢管而精工智造!


造成精密管现缺陷技术操作因精密管经过热处理后一般都会现质量缺陷,当然这和技术上操作有着很大关系,下面我们来看一下到底是什么因使得精密管现这些缺陷问题。过热从精密管粗糙上可观察到淬火后显微组织过热情况。 如果精密管淬火组织中现粗针状马氏体,则为淬火过热组织。形成因可是淬火加热温度过高或加热保温时间太长造成过热;也可肖巨是因始组织带状碳化物严重,在两带之间低碳区形成局部马氏体针状粗大,造成局部过热。 过热组织中残留奥氏体增多,尺寸稳定性下降。由于淬火组织过热,钢晶体粗大·会导致高压合金管核J性下降·抗冲击性能降低,高压合金管寿命也降低。过热严重甚至会造成淬火裂纹。淬火裂纹精密管在淬火冷却过程中因内力,瞬间超过了该位置材料抗拉强度所形成裂纹称淬火裂纹。 造成这种裂纹因有:由于淬火加热温度过高或冷却太急,热力和金属质量体积变化时组织力大于钢材抗断裂强度;工作表面有缺陷在淬火时形成力集中;严重表面脱碳和碳化物偏析;零件淬火后回火不足或未及时回火;前面工序造成冷冲力过大、锻造折酱、深车削痕、沟尖锐棱角等。



总之,造成淬火裂纹因可能是上述因素一种或多种,内力存在是形成淬火裂纹主要因。淬火裂纹深而细长,断平直,破断面无氧化色。它在轴承套圈上往往是纵向平直裂纹或环形开裂;在轴承钢球上形状有S形、丁形或环形。 热处理变形精密管在热处理时,存在有热力和组织力,这种内力能相互叠加或部分抵消,是复杂多变,因为它能随着加热温度、加热速度、冷却方式、冷却速度、零件形状和大小、装炉方式变化而变化,故其热处理变形是难免。 淬火裂纹组织特征是裂纹两侧无脱碳现象,明显区别于锻造裂纹和材料裂纹。认识和掌握它变化规律可以使轴承零件变形置于可控范围,有利于生产正常进行。当然在热处理过程中机械碰撞也会使零件产生变形,但这种变形是可以通过改进操作等来加以减少和避免。 精密光亮管高频淬火具体步骤当精密光亮管淬火面积大于设备时,采普通淬火方式是较为浪费资源,所以这时我们就会采高频淬火。下面是高频淬火具体步骤:加热速度极快,可扩大A体转变温度范围,缩短转变时间。

