




【弯管 O型弯管专注细节更放心】的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:【弯管 O型弯管专注细节更放心】的图文介绍

全自动弯管机在日常使用中如何避免故障 在使用过程中,任何一台机器都会遇到这样或那样的问题,全自动弯管机也不例外,我们首先考虑的是如何解决,如果能把一些经常遇到的问题整理一下,这样以后解决问题的时候就有章可循了。 在日常使用中,全自动弯管机会常出现什么问题?实际上,这些问题我们早在之前的文章中就有提到,往往出现问题的地方就是液压区,因为机器在弯曲管子时,管子用金属圆锯切割会留下许多小铁销。这类铁销如不清理干净,就直接拿到弯管机加工弯管,而许多弯管机的模具都有芯棒来弯曲,因为怕饱满度不够高,所以会出现起皱、塌陷等现象。 因此,当弯管机将管材插入芯棒时,这些小铁销就会掉下来,而那些未清理干净的铁销则会掉进机身内部的油箱里,众所周知,液压弯管机使用油泵输入液压油,依靠电磁阀提供液压动力。因此,这些铁销进入油箱后,大部分都会被进油管内的过滤网过滤掉,但也会有一小部分铁销进入油泵内,这样,被吸入进油泵的铁销就会进入电磁阀内,这些铁销由于不能在电磁阀内流动而产生液压电磁阀堵塞,而液压油不能流动这样会出现相应的动作,从而导致液压弯管机不能正常工作。 即使出现这种现象也不必慌张,只要按照控制面板上的按键来手动地按下某个动作,再看电磁阀上的指示灯看一下,看看哪个电磁阀不工作了,再关机。再用一个4mm的内六角扳手,将电磁阀拆下固定在油板上。在用洁净的煤油清洗电磁阀后,用将内燃机内部吹净,将内燃机内的铁销清洗干净后,再安装上去就可以解决了。


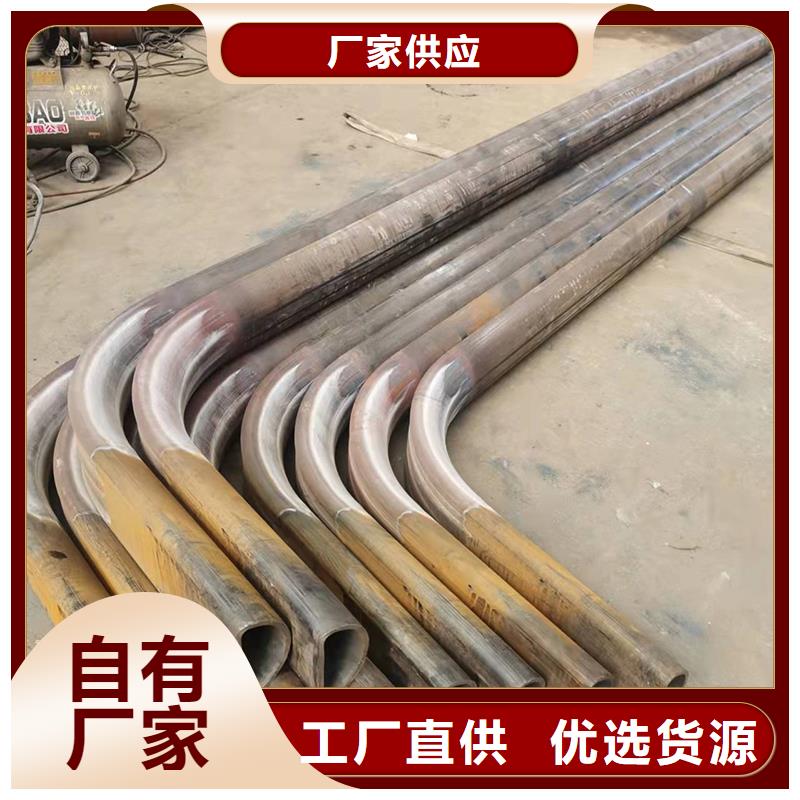
弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的机械压力机以及液压机,有时候也会有效的采用其专用的折弯压力机。 弯管在加工的过程中通常情况下会使用其卷板机,设备采用其三辊卷板机按三点决定一圆的道理,有效的对板坯进行其连续的弯曲,这样三辊其卷板机在使用的过程中会具有两个传动辊和一个压下辊。 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈迅速上升态势,这样对于其弯管的加工市场会形成比较大的压力。 弯管在进行拉弯的过程中,其板材会有效额置于传动轴以及压下辊之间,在运行时其传动辊的正反方向是交换转动的,这样就会使得板材往复运动,调节其压下辊使之逐步压下。 这样就可以将板材弯曲成所需要曲率的圆柱面、曲率较小的双曲面以及圆锥面,弯管的压下辊一端可直接升起,这样便于卸出工件,产品的另外还会有四辊以及多辊卷板机。 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。弯管加工时,板材全部厚度上都受拉应力的作用。



凡有意向购买我公司 深圳南山中频弯管者,我公司特邀您前来:
一、现场看 深圳南山中频弯管生态流程,了解我们的生产能力;
二、带您到公司现有的成功案例现场考察咨询学习;
三、意向确定后公司派技术员根据您的要求24小时全程负责沟通。


弯管加工中的常见问题,弯头大部分全是中后期生产加工的,因而应需注意其生产技术性,生产加工方式 和规定。以使生产加工能更好的达到管路规定。一些客户发觉难以解决弯头,那麼,实际原因是什么呢?怎样摆脱生产加工艰难的问题,下边笔者就给大伙儿讲解下。一、缘故 1.生产加工强度过过高使数控刀片损坏加速,而且无法铣面。 2.低传热系数会造成刃口塑性形变和迅速的设备损坏。 3.非常容易使一小块粉末状留到激光切割销的边沿,造成弯头的表层生产加工欠佳。 4.数控刀片与被生产原料中间的有机化学关联造成冷作硬化和被生产原材料的低传热性,这不仅仅会致使出现异常损坏,还会继续造成专用工具毁坏和出现异常破裂。 二、解决方案 1.生产过程中不用用劲过大,弯头可以迅速切削。 2.变更管路的低导热率,以避免专用工具损坏过快。 3.挑选准确的专用工具,立即表层碎渣。 在查阅了以上缘故以后,很多客户了解了为什么弯头如此无法生产加工,根据剖析缘故,大家提示我们在使用以前外界污渍,生产加工根据外型的洁净度。 弯头是日常生活中常常采用的商品。可用以石油管道和天燃气运送,在生产和生产过程中应留意一些问题。如果不注意,很有可能会影响到运用实际效果,下边将详细介绍弯头全过程中的常见问题。 1.请勿触摸弯头的绝缘物,以防产生风险,即使已经安装使用了外界开关电源和电线插座,也不允许外行工作人员触碰他们,可是专业技术人员或管理人员可以开启开关电源配件。 2.在生产商发售设备以前,应将电气控制柜联接至关键的绝缘层电源开关。应用设备以前,大家应按照本地工作电压实际操作。 3.开关电源为三相电源。 4.原材料中性化轴的部位与弯折方式 不一样。在顶端弯折(缩小弯折)实际操作中,高转速轴距表面约1/3,在拐弯实际操作中,高转速轴距表面2/3。因而,应用扭曲弯折法弯曲厚壁管是合理的。 5.弯头的变形特性和表层腐蚀性也会危害弯头的品质,在现场作业流程中,实际操作技术人员还应掌握所生产加工管路的原材料和生产特性,并对表层浸蚀作出分辨。 以上是弯管加工生产制造环节中应留意的一些问题。假如没法解决困难,则应找专业人士完成实际操作。在生产过程中应采用防范措施以保证。



