



304不锈钢珩磨管的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:304不锈钢珩磨管的图文介绍


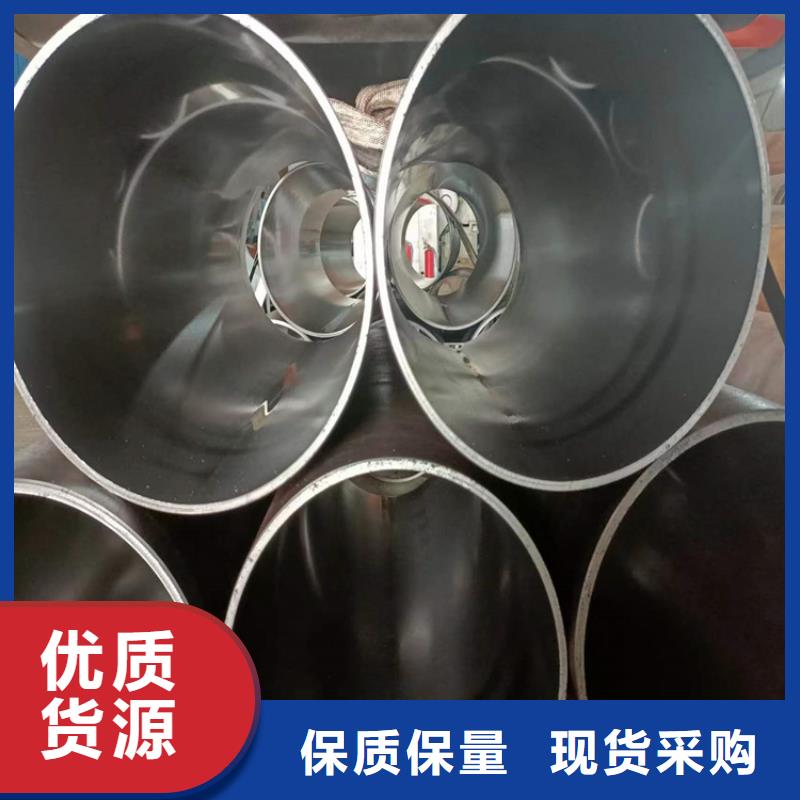
企业旺旺珩磨管绗磨管油缸管小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好



阳泉安达液压机械有限公司整合资源,优势互补,优化整体商业模式,做好 珩磨管加工厂,通过实业运作和资本运作,不断扩大产业规模,力争在新的起点上再造辉煌。


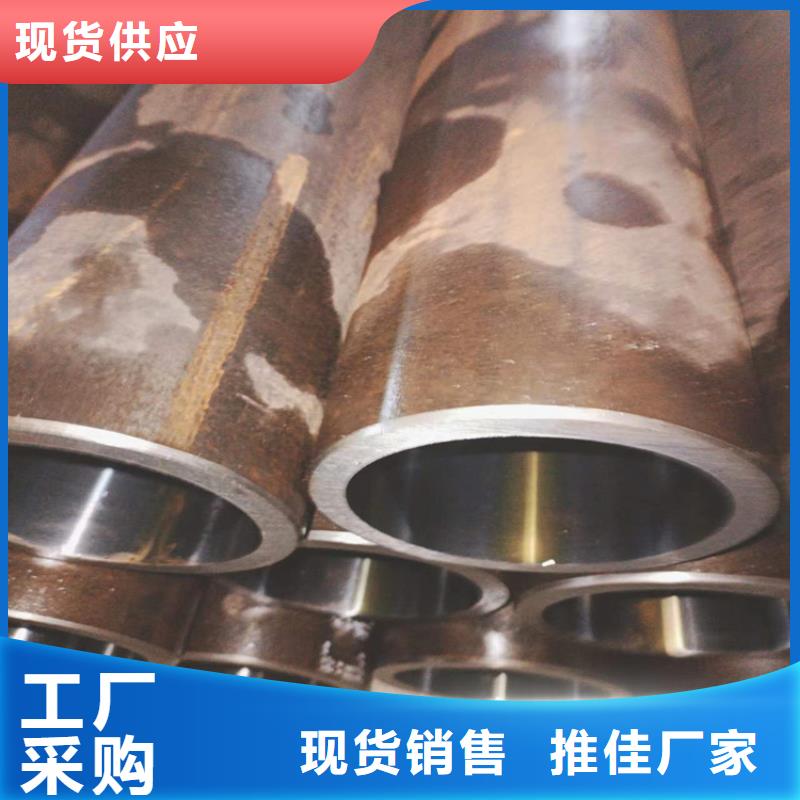
企业旺旺珩磨管绗磨管油缸管企业旺旺珩磨管绗磨管油缸管应判明优质精密绗磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是优质精密绗磨管本身的故障?另外,还需检查清楚优质精密绗磨管各种条件是否符合正常运行的要求。厚壁绗磨管精度高,内孔精度H7-H10,内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。大口径绗磨管,绗磨管厂的检测和维护大口径绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果油缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,大口径绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。



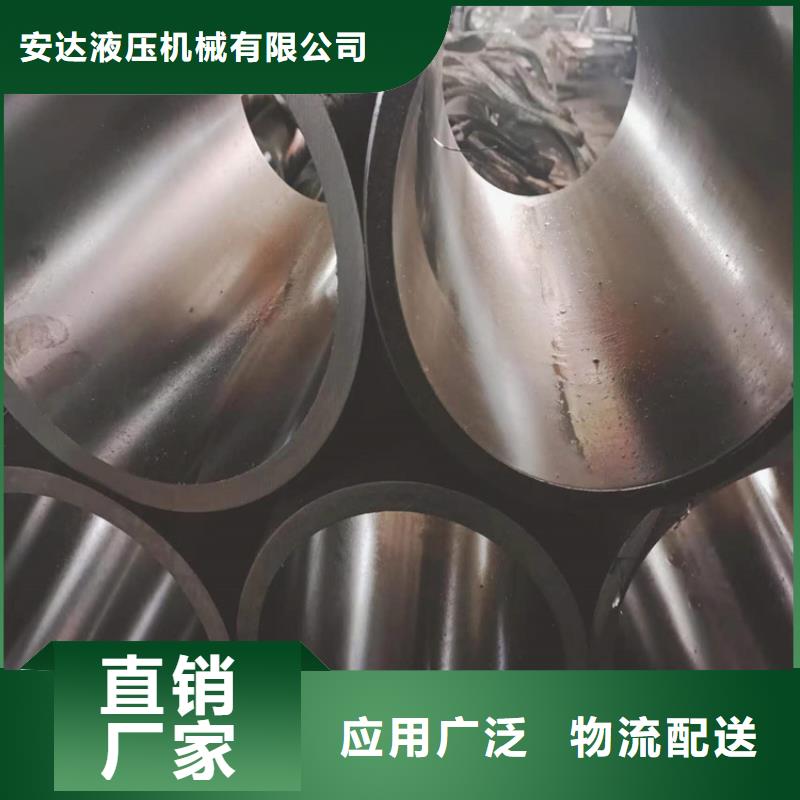
企业旺旺珩磨管绗磨管油缸管在多点上测定轧制后的钢管圆周方向上的壁厚,绗磨管根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。一般高压合金管用普通碳素钢、优质碳素钢、普通低合金钢和合金结构钢制造,用于制作输送液体管道或制作结构、零件用。高精密珩磨管按外径和壁厚度供货,在同一外径下有多种壁厚,高精密珩磨管承受的压力范围较大。通常钢管长度,热轧管为3-12.5m,冷拔(轧)管为1.5-9m。在使用之前必须先检查是否有异状,如外观变形,接头是否有压紧,而双头弹簧(橡胶套)必须套进接头处,是保护接头处与高精密珩磨管的脆弱处,也可避免收管时成90度或180度的折损,而产生使用时容易爆管或漏剂之情形。

