


为了让您更地了解我们的45号油缸管,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:45号油缸管的图文介绍


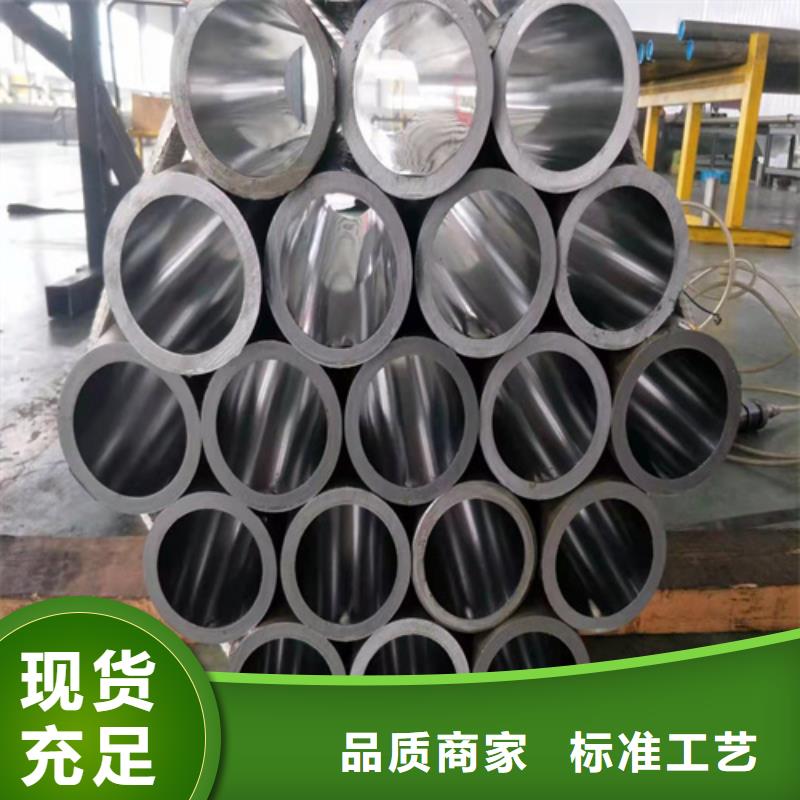
华尔网企业旺旺珩磨管绗磨管油缸管但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。再来说到的是珩磨管支承衬套所用的材料,通常来说有尼龙和聚甲醛两种,前者的强度、刚性、耐热性以及成型工艺性都较好,但吸水性和收缩率较大,尺寸稳定性差,还会受受温度影响;而后者具有良好的综合性能,包括抗拉强度、冲击韧性、刚度、疲劳强度、抗蠕变性能和尺寸稳定性等等,但就是加热易分解,成型困难。根据对上述两种材料的特性分析可知,油缸的工作温度才是确定选用何种材料作支承衬套的关键所在,一般工作温度下使用尼龙就可以了,但对于要在高温下工作的油缸来说,聚甲醛作为珩磨管的支承衬套才是理想选择。



几年来公司坚持优良的 安徽池州珩磨管加工厂品质,稳定的性能,合理的价格,完善的服务,诚信的经营,产品畅销全国29个省自治区,并在各主要城市设立了区域销售部,形成了健全的销售网络。 安达液压机械有限公司秉承、理性、持续发展的战略思想、坚持求实进取,团结奉献的创业精神。以高质量的 安徽池州珩磨管加工厂产品赢得客户,服务社会,用我们的智慧和激情去描绘宏伟蓝图。


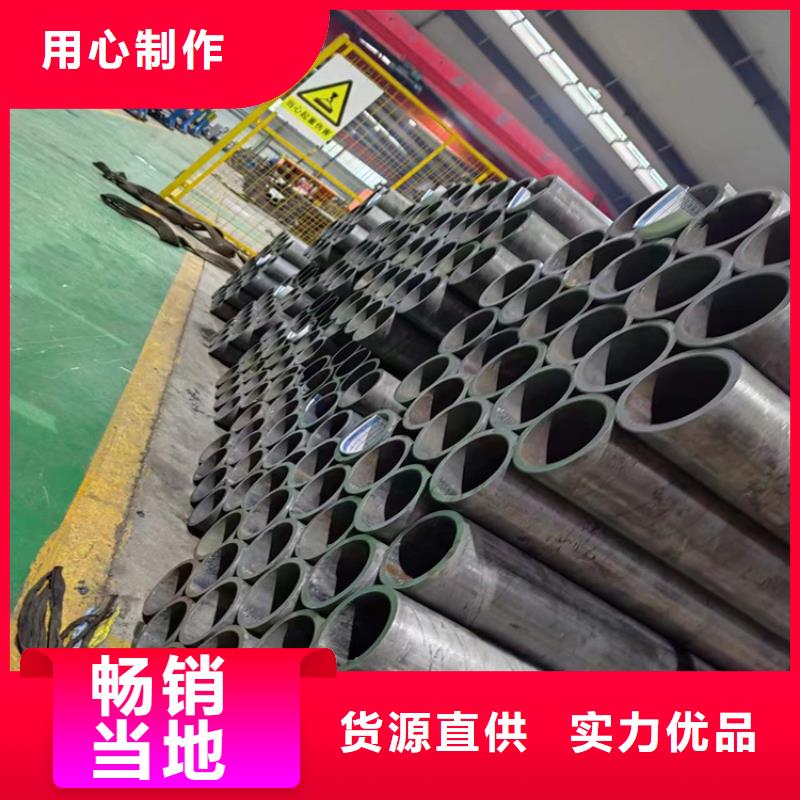
华尔网企业旺旺珩磨管绗磨管油缸管要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。还有关于管材珩磨中的珩磨压力,也就是砂条作用在工件表面的压力,决定于被加工表面的硬度,磨条的性质及加工的表面粗糙度要求。为了减小珩磨时工件的发热,及时排除切屑以细化表面粗糙度,在珩磨时必须施加润滑冷却液,保证珩磨管的精度。由于珩磨管具有中空截面的特殊结构,因此它被广泛用作于输送流体的管道,比如石油、天然气、水以及一些固体物料的输送管道都是用珩磨管制成的。当然除此之外,珩磨管也是制造布局件和机械零件的选择之一。冷拔绗磨管 工艺流程冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。什么是冷拔绗磨管?



华尔网珩磨管油缸管绗磨管珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高珩磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。不过,在某些情况下,还是要注意一下珩磨管所用材质,以及材料硬度如何,以便可以综合考虑,以免出现问题。



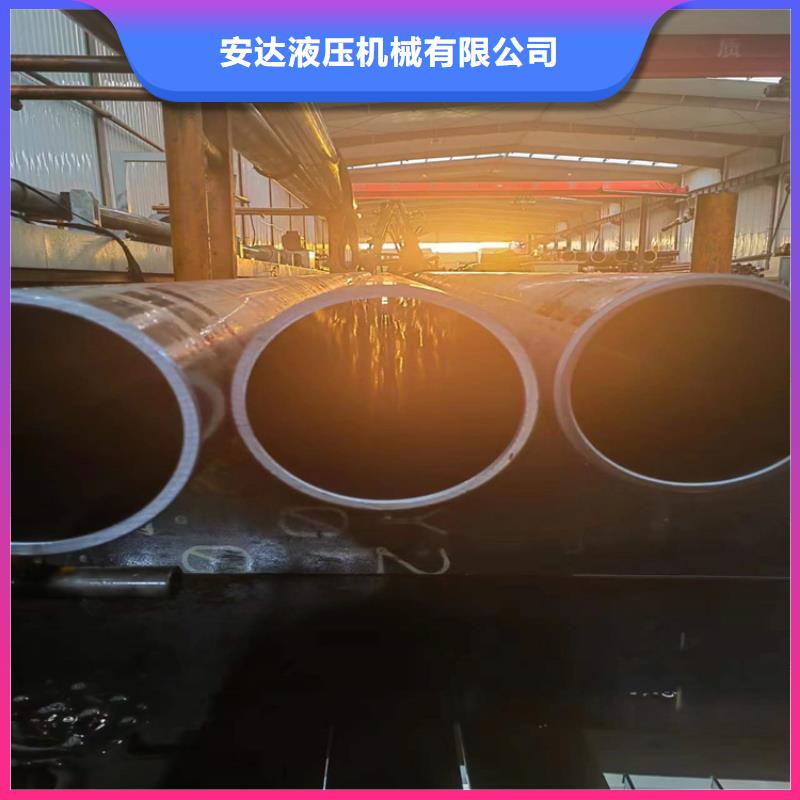
华尔网企业旺旺珩磨管绗磨管油缸管从结构上看珩磨机可以分为卧式和立式两种,卧式珩磨机的工作行程较长,适用于珩磨深孔,深度可达3000毫米。其水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。在加工过程中,珩磨头的油石在胀缩机构作用下作径向进给,把工件逐步加工到所需尺寸。而立式珩磨机的主轴工作行程较短,适用于珩磨缸体和箱体孔等,镶嵌有油石的珩磨头由竖直安置的主轴带动旋转,同时在液压装置的驱动下作垂直往复进给运动,从而完成对珩磨管的加工。
