




为了给您提供更的20#大口径厚壁无缝钢管厂家直发产品信息,解锁20#大口径厚壁无缝钢管厂家直发产品新体验,视频带你玩转每个细节!
以下是:20#大口径厚壁无缝钢管厂家直发的图文介绍


从专业角度来看,无缝钢管的优势主要是表现在力学性能方面,无论是在终的使用性能,还是在机械性能方面,都具有显著优势,这个方面的优势主要是由钢材的化学成分以及热处理技术所决定的,为了能更好的保证这类管道材料的质量,根据不同的使用标准,无缝钢管在出场之前都一定需要进行必要的检测,以此方式来保证这类管道材料的质量。
无缝钢管的出厂检测,一定需要包括伸长率、抗拉强度、屈服点和硬度这几个不同的指标,由于使用领域的不同,可能对于无缝钢管还会有更高的要求,由不同材质结构打造的无缝钢管,在用途上也会有明显的差异,具体可被分为机械供应、运输供应和建筑供应几个大类,还会根据具体的使用情况来进行更为细致的划分,将这种管道材料的价值得到 限度的发挥。
无缝钢管的出厂检测,一定需要包括伸长率、抗拉强度、屈服点和硬度这几个不同的指标,由于使用领域的不同,可能对于无缝钢管还会有更高的要求,由不同材质结构打造的无缝钢管,在用途上也会有明显的差异,具体可被分为机械供应、运输供应和建筑供应几个大类,还会根据具体的使用情况来进行更为细致的划分,将这种管道材料的价值得到 限度的发挥。



九晨钢铁制造有限公司处于大渡口区建桥大道,是一家集研发、设计、生产、销售为一体的公司。主营产品 湖北宜昌异型管,公司拥有一批的、从事本行业多年的科研开发人才及高素质的专业制造人才,依靠“开拓、创新、务实、科学”的设计理念,严格的生产工艺,优质的售后服务,赢得广大用户的一致赞誉和信赖。公司成立以来,以“客户满意就是我们荣誉”的经营理念,不断创新,追求完美,迎合用户及市场需求。


40cr无缝管供货状态及硬度
退火态,硬度≤207HBS。
40Cr弹性模数:弹性模量E(20℃) /MPa 200000~211700 ,切变模量G(20℃) 80800
40cr无缝管的淬火工艺
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40Cr无缝管表面淬火硬度为HRC52-60,火焰淬火能达到HRC48-55。
40cr无缝管氮化处理
40Cr属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40Cr调质后氮化处理硬度 能达到HRA72~78,即HRC43~55。
氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体40cr无缝管焊接
40Cr焊接前注意预热,以防止因基体散热,造成焊缝内部激冷淬裂。焊接后调质前 加一遍正火。
40cr无缝管的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火。
退火态,硬度≤207HBS。
40Cr弹性模数:弹性模量E(20℃) /MPa 200000~211700 ,切变模量G(20℃) 80800
40cr无缝管的淬火工艺
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40Cr无缝管表面淬火硬度为HRC52-60,火焰淬火能达到HRC48-55。
40cr无缝管氮化处理
40Cr属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40Cr调质后氮化处理硬度 能达到HRA72~78,即HRC43~55。
氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体40cr无缝管焊接
40Cr焊接前注意预热,以防止因基体散热,造成焊缝内部激冷淬裂。焊接后调质前 加一遍正火。
40cr无缝管的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火。



cqys

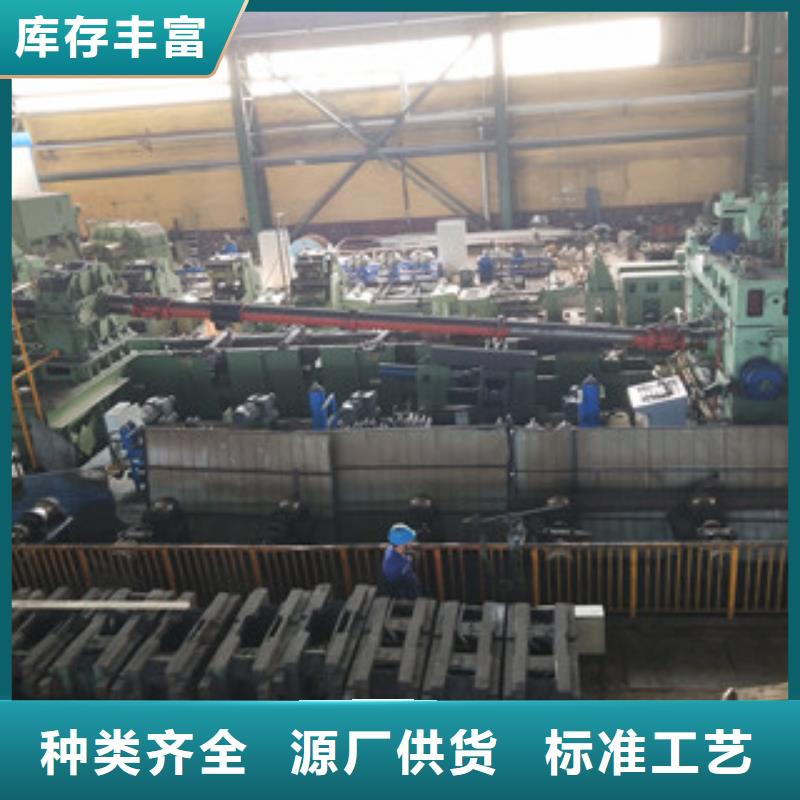
无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。圆管坯出炉后要经过压力穿孔机进行穿空。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
