





备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。
若采用划线分度工艺,则不分旋转反向。绕筋机用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。





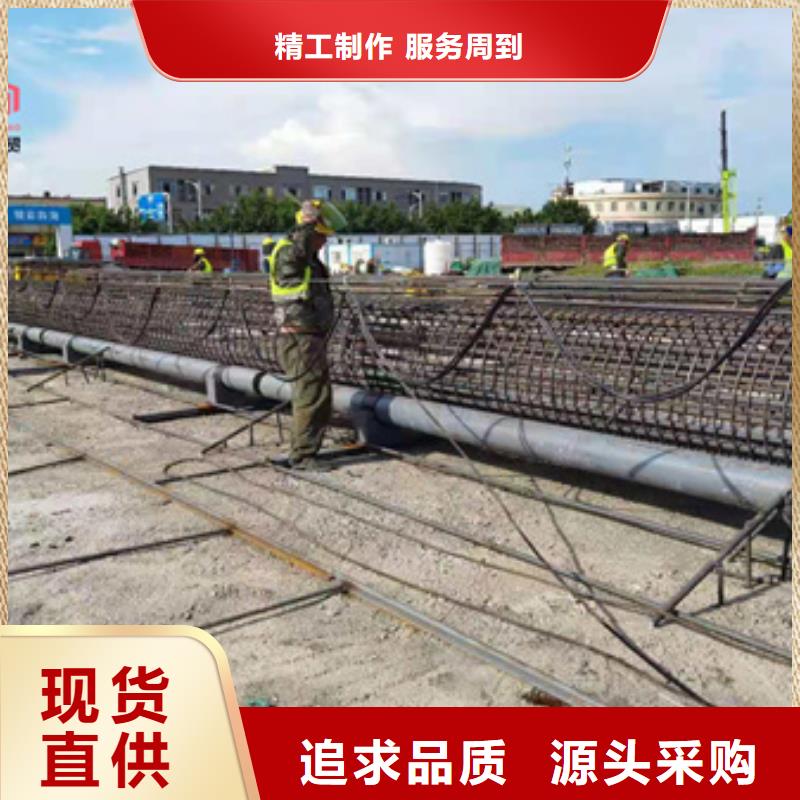
在各类建筑施工工程中,钢筋加工是一个尤其重要的环节,在桥梁施工中,钢筋笼的加工是基础建设的重要环节。
在过去传统的各类建筑施工工程中,钢筋笼一般都是采用手工轧制或手工焊接的方式,除了效率低下之外,主要的缺点是制作的钢筋笼质量极其差,设备尺寸不规范,影响到工程建设工期的延长及质量不合格。
绕筋机钢筋加工主要包括钢筋的剪切、矫直、强化冷拉延伸、弯曲成型、滚焊成型、钢筋的连接、焊接钢筋网等一系列过程。
钢筋笼成型机的作用就是将这些设备有机的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,减少了各个环节间的工艺时间和配合偏差,大大提高了钢筋笼成型的质量和效率,为钢筋笼的集中制作、统一配送提供了奠定了良好的技术和物质基础。



作为 河南商丘五机头钢筋弯箍机公司,建贸机械设备有限公司采用优异的网络技术与严谨的管理制度,坚持以“让客户满意,为客户赢利”为服务宗旨,全心全意服务客户。


1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。
绕筋机2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。


