


想要更直观地了解大口径珩磨管产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:大口径珩磨管的图文介绍
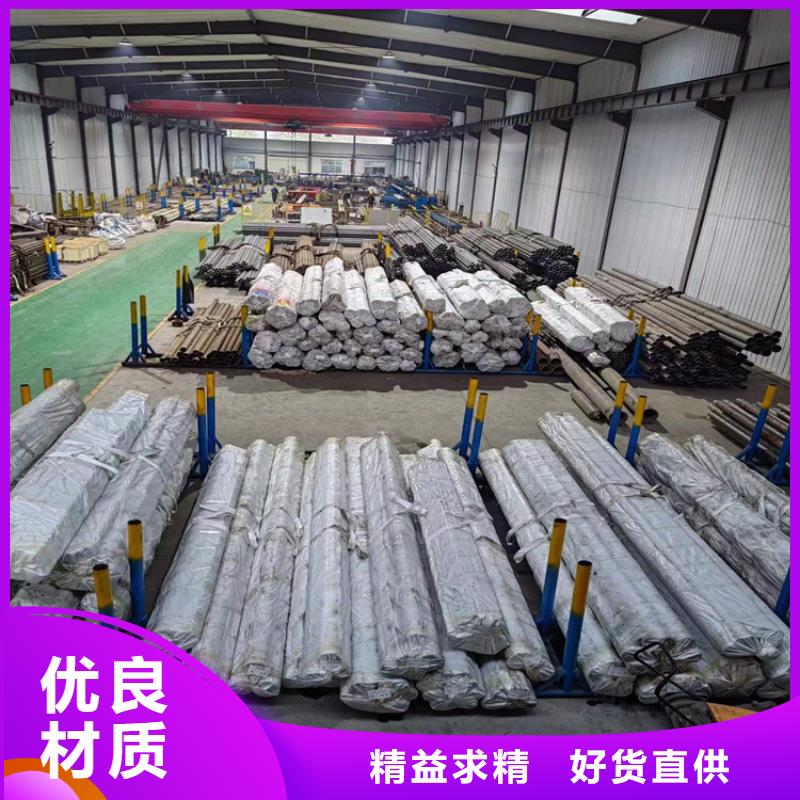
[城市九冶管业有限公司是专业从事 广东江门不锈钢缸筒的生产销售及服务生产厂家。产品遍及各个领域。公司拥有一支服务团队, 我公司凭借雄厚的技术实力和强大的研发能力,多年来已经为数十家五百强企业提供配套产品及服务,并得到客户一致的认可。公司凭借强大的技术力量和多年的生产经验,不断采用新技术、新工艺、新材料,产品各项技术指标达到国内同行业领先水平。公司坚持以人为本,勇于探索,不断追求,努力创新发展,不断向社会提供领先适用的新产品,并以全优的服务占领市场,深受广大用户的信赖,享有良好的公众诚信度。在未来发展战略上,公司将坚持以人为本的管理理念,继续致力于搭建行业先进、成本优的技术服务平台。


但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。再来说到的是珩磨管支承衬套所用的材料,通常来说有尼龙和聚甲醛两种,前者的强度、刚性、耐热性以及成型工艺性都较好,但吸水性和收缩率较大,尺寸稳定性差,还会受受温度影响;而后者具有良好的综合性能,包括抗拉强度、冲击韧性、刚度、疲劳强度、抗蠕变性能和尺寸稳定性等等,但就是加热易分解,成型困难。



珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。


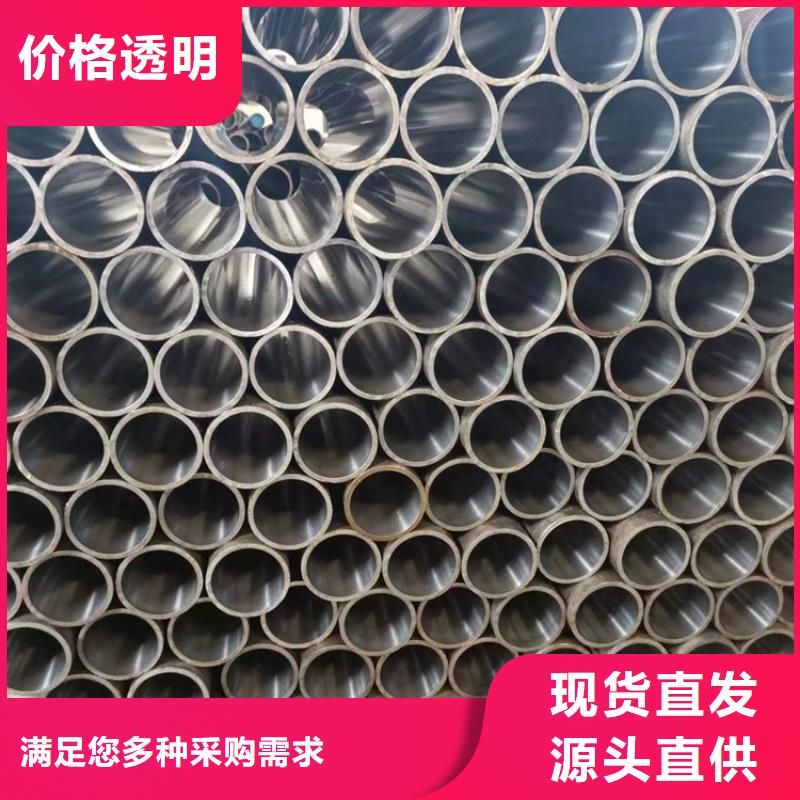
绗磨管加工工艺原理绗磨管的加工是采用滚压加工,珩磨管钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。



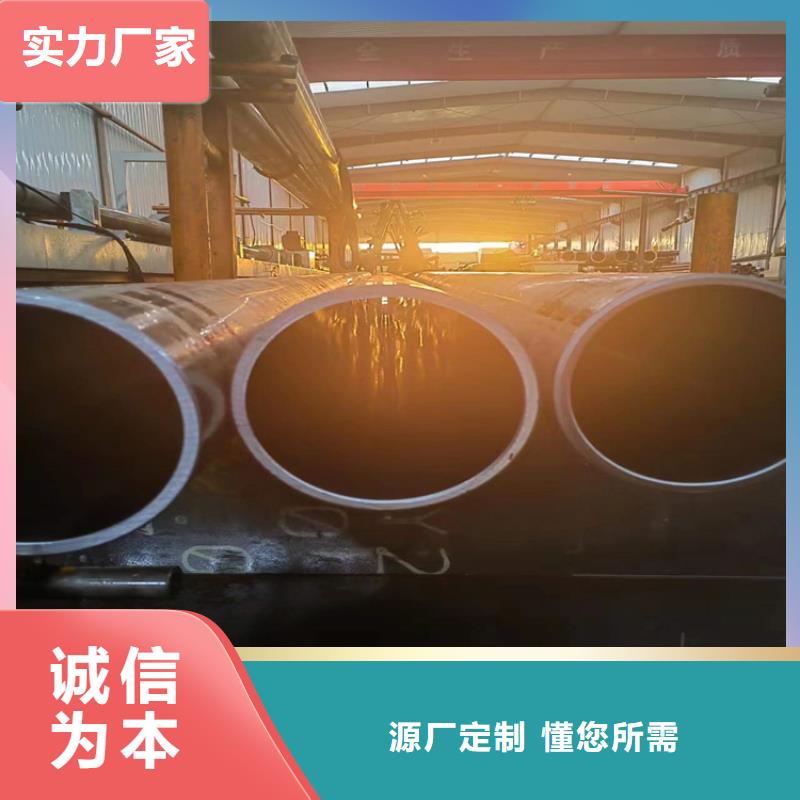
冷拔珩磨管适合用在哪些领域?像航天、航空这样的领域中,所配置的系统和零部件要求都是非常高的了,就以其发动机的环控系统中所用的管材来说,就不能随意选用。这里要给大家的是冷拔珩磨管,因为这种管材具有强度高、抗氧化、抗辐照、组织稳定性好、热加工及焊接性能优良等特点,且成本较低,因此特别适合上述那样的特殊场合。作为冷拔珩磨管的加工工艺也是极其复杂的,需要先通过热挤压或机加工得到所需尺寸的管坯;再在轧管机上经过多道次退火、冷拔加工成成品管; 再对成品管材进行热处理,获得力学性能和显微组织符合要求的管材。

