

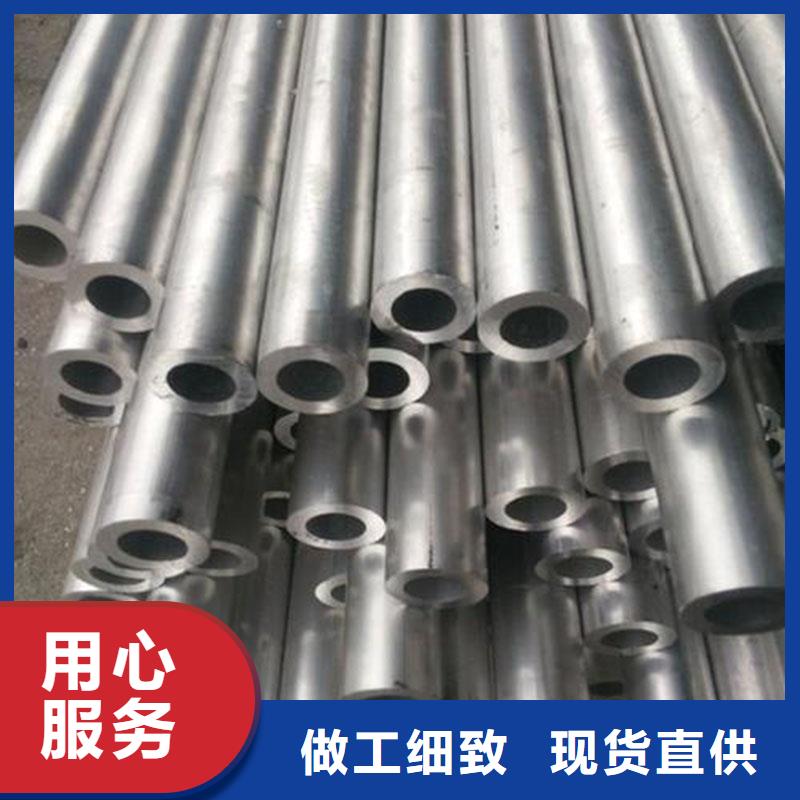
无论您是初次接触还是已经熟悉,我们的5052铝合金圆管哪家出货快产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:5052铝合金圆管哪家出货快的图文介绍


铝基板,是原材料的一种,是一种具有良好散热功能的金属基覆铜板。它是以电子玻纤布或其它增强材料浸以树脂、单一树脂等为绝缘粘接层,一面或双面覆以铜箔并经热压而制成的一种板状材料,被称为覆铜箔层压铝基板,简称为铝基覆铜板。下面就由康电路来为大家介绍一下铝基板的性能和材料的表面处理。铝基板的性能介绍:1、优良的散热性能--铝基覆铜箔板具有优良的散热性能,这是此类板材*突出的特点。用它制成的PCB,不仅能有效地防止在其上装载的元器件及基板的工作温度上升,还能将电源功放元件,大功率元器件,大电路电源开关等元器件产生的热量迅速地散发,除此之外还因其密度小、质轻(2.7g/cm3),可防氧化,价格较便宜,因此它成为金属基覆铜板中用途*广、用量*大的一种复合板材。绝缘铝基板饱和热阻为1.10℃/W、热阻为2.8℃/W,这样大大提高了铜导线的熔断电流。2、提高机械加工的效率和质量--铝基覆铜板具有高机械强度和韧性,此点大大优于刚性树脂类覆铜板和陶瓷基板。它可以在金属基板上实现大面积的印制板的制造,特别适合在此类基板上安装重量较大的元器件。另外铝基板还具有良好的平整度,可在基板上进行敲锤、铆接等方面的组装加工或在其制成PCB上沿非布线部分折曲、扭曲等,而传统的树脂类覆铜板则不能。3、尺寸的稳定性高--对于各种覆铜板来说都存在着热膨胀(尺寸稳定性)问题,特别是板的厚度方向(Z轴)的热膨胀,使金属化孔,线路的质量受到影响。其主要原因是板材的线膨胀系数有差异,如铜的,而环氧玻纤布基板的线膨胀系数为3。两者线膨胀相差很大,易造成基板受热膨胀变化的差异,致使铜线路和金属化孔断裂或遭到破坏。而铝基板的线膨胀系数在之间,它比一般的树脂类基板小得多,而更接近于铜的线膨胀系数,这样有利于保证印制电路的质量和可靠性。铝基板材料的表面处理:去油--铝基板材表面在加工和运输过程中表面涂有油层保护,使用前必须将其清洗干净。其原理是利用汽油(一般用航空汽油)作为溶剂,可将其溶解,再用水溶性的清洗剂将油污除去。用流水冲其表面,使其表面干净,不挂水珠。脱脂-经过上述处理过的铝基材,表面尚有未除净的油脂,为了将其彻底去除,用强碱氢氧化钠在50℃浸泡5min,再用清水冲洗。碱蚀--作为基底材料的铝板表面,应具有一定的粗糙度。由于铝底材及其表面的氧化铝膜层均为两性材料,可利用酸性、碱性或复合碱性溶液体系对铝基底材料的腐蚀作用对其表面进行粗化处理。另外,粗化溶液中还需加入其他物质和助剂,使其达到下述的目的。化学抛光(浸亮)--由于铝底基材料中含有其他杂质金属,在粗化过程中易形成无机化合物粘附在基板表面,因而要对表面形成的无机化合物进行分析。根据分析结果,配制相适应的浸亮溶液,将粗化后的铝基板置于此浸亮溶液中,保证一定的时间,从而使铝板的表面干净并发亮。



铝型材的表面处理工艺多种多样,在这里主要介绍铝型材的氧化处理工艺。众所周知,铝型材的氧化处理工艺分为阳极氧化和化学氧化两大类,两者有比较大的差别。阳极氧化指的是将铝型材置于相应的电解液和特定的工艺条件下,利用电解作用使其表面形成氧化铝薄膜的过程,称为铝型材的阳极氧化处理。阳极氧化如果没有特别指明,通常是指硫酸阳极氧化。化学氧化指的是采用化学介质处理铝型材表面,通过化学反应使其表面氧化,生成稳定的防锈氧化膜,称为铝型材的化学氧化处理。化学氧化的工艺按其溶液性质可分为碱性氧化法和酸性氧化法两大类。
两种处理方法有如下三点区别:(1)阳极氧化是在通高压电的情况下进行的,它是一种电化学反应过程;化学氧化不需要通电,而只需要在药水里浸泡就行了,它是一种纯化学反应。(2)阳极氧化需要的时间很长,往往要几十分钟,而化学氧化只需要短短的几十秒。(3)阳极氧化生成的的氧化膜厚度约为5——20米(硬质阳极氧化膜厚度可达60——200米),拥有较高硬度,良好的耐热和绝缘性,抗蚀能力高于化学氧化膜,多孔,有很好的吸附能力。而化学氧化生成的膜仅仅0.01—0.15米左右,质软不耐磨,抗蚀能力低于阳极氧化膜,一般不宜单独使用。
工业铝型材表面处理有好几种方法,阳极氧化,粉末喷涂,电泳处理等等,不管是哪种方法都是在铝型材表面形成一层保护膜,要想判断工业铝型材表面处理是否达标的话,就是判断氧化膜的厚度是否达标。下面小编就来给大家讲解一下各个白面处理方式得到的氧化膜厚度标准。
一是阳极氧化。铝型材表面氧化膜厚,根据使用需要主要分4个等级,分别是AA10、AA15、AA20、AA25,即铝合金型材的表面膜厚均值分别是10μm、15μm、20μm、25μm,其局部不低于8μm、12μm、16μm、20μm。二是粉末喷涂。粉末喷涂表面涂层膜厚一般不分等级,通常平均膜厚不低于40μm,局部不低于35μm。三是电泳表面处理。电泳表面膜厚一般分为三个等级:A、B、S三个等级。A级:12μm氧化膜+9μm电泳膜,复合膜厚局部不低于21μm。B级:9μm氧化膜+7μm电泳膜,复合膜厚局部不低于16μm。S级:6μm氧化膜+15μm电泳膜,复合膜厚局部不低于21μm。
两种处理方法有如下三点区别:(1)阳极氧化是在通高压电的情况下进行的,它是一种电化学反应过程;化学氧化不需要通电,而只需要在药水里浸泡就行了,它是一种纯化学反应。(2)阳极氧化需要的时间很长,往往要几十分钟,而化学氧化只需要短短的几十秒。(3)阳极氧化生成的的氧化膜厚度约为5——20米(硬质阳极氧化膜厚度可达60——200米),拥有较高硬度,良好的耐热和绝缘性,抗蚀能力高于化学氧化膜,多孔,有很好的吸附能力。而化学氧化生成的膜仅仅0.01—0.15米左右,质软不耐磨,抗蚀能力低于阳极氧化膜,一般不宜单独使用。
工业铝型材表面处理有好几种方法,阳极氧化,粉末喷涂,电泳处理等等,不管是哪种方法都是在铝型材表面形成一层保护膜,要想判断工业铝型材表面处理是否达标的话,就是判断氧化膜的厚度是否达标。下面小编就来给大家讲解一下各个白面处理方式得到的氧化膜厚度标准。
一是阳极氧化。铝型材表面氧化膜厚,根据使用需要主要分4个等级,分别是AA10、AA15、AA20、AA25,即铝合金型材的表面膜厚均值分别是10μm、15μm、20μm、25μm,其局部不低于8μm、12μm、16μm、20μm。二是粉末喷涂。粉末喷涂表面涂层膜厚一般不分等级,通常平均膜厚不低于40μm,局部不低于35μm。三是电泳表面处理。电泳表面膜厚一般分为三个等级:A、B、S三个等级。A级:12μm氧化膜+9μm电泳膜,复合膜厚局部不低于21μm。B级:9μm氧化膜+7μm电泳膜,复合膜厚局部不低于16μm。S级:6μm氧化膜+15μm电泳膜,复合膜厚局部不低于21μm。


恒永兴金属材料销售 有限公司拥有11年【河南洛阳不锈钢管】研发生产经验1000家优质案例,有信心为您提供更专业、更具性价比的解决方案!有需要购买【河南洛阳不锈钢管】的,直接拨打客服热线还可以免费领取【河南洛阳不锈钢管】样品!



磷化处理工艺的表调:表面调整剂可以工件表面因碱液除油或酸洗除锈所造成的表面状态的不均匀性,使铝材表面形成大量的极细的结晶中心,从而加快磷化处理工艺反应的速度,有利于磷化处理工艺膜的形成。(1)水质的影响--槽液所用水质中如所含水锈严重、钙镁离子含量较大,会影响表调液的稳定性,槽液配制时可预先添加软水剂以水质对表调液的影响。(2)使用时间--一般表调剂采用的是胶体钛盐,其存在胶体活性,当使用时间较长或所含杂质离子较多时胶体活性会丧失,此时胶体的稳定状态被破坏,槽液沉淀分层,呈絮状,此时必须更换槽液。磷化处理工艺--磷化处理工艺是一种化学与电化学反应形成磷suan盐化学转化膜的过程,所形成的盐化学转化膜称之为磷化处理工艺膜。客车涂装常用的是低温锌系磷化处理工艺液.磷化处理工艺的主要目的是给基体铝材提供保护,在一定程度上防止铝材被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力。磷化处理工艺是整个前处理工艺相当为重要的一个环节,其反应机理复杂且影响因素较多,因此磷化处理工艺槽液相对于其它槽液的生产过程控制要复杂得多。(1)酸比(总酸度与游离酸度的比值):提高酸比可加快磷化处理工艺反应速度,使磷化处理工艺膜薄而细致,但酸比过高会使膜层过薄,易引起磷化处理工艺工件挂灰;酸比过低,磷化处理工艺反应速度缓慢,磷化处理工艺晶体粗大多孔,耐蚀性低,磷化处理工艺工件易生黄锈。一般来说磷化处理工艺yao液体系或配方不同其酸比大小要求也不同。(2)温度:槽液温度适当提高,成膜速度加快,但温度过高,会影响酸比的变化,进而影响槽液的稳定性,同时膜层晶核粗大,槽液出渣量增大。(3)沉渣量:随着磷化处理工艺反应的不断进行,槽液内的沉渣量会逐渐增多,过量的沉渣会影响工件表面的界面反应,导致磷化处理工艺膜发花、挂灰严重,甚至不成膜,因此槽液必须根据处理的工件量和使用时间适时进行倒槽,进行清渣除淤。(4)亚xiaosuan根NO-2(促进剂浓度)NO-2可加快磷化处理工艺反应速度,提高磷化处理工艺膜的致密性和耐腐蚀性,含量过高时使膜层易出现白点或发彩现象;过低,成膜速度缓慢,磷化处理工艺膜易生黄锈。(5)liu酸根SO2-4:酸洗液浓度过高或水洗控制不好都易导致磷化处理工艺槽液内liu酸根离子增高,过高的liu酸根离子会减慢磷化处理工艺反应速度,使磷化处理工艺膜晶粒粗大多孔,挂灰严重,磷化处理工艺膜的耐蚀性降低。(6)亚铁离子Fe2+:磷化处理工艺溶液中含亚铁离子量过高时,会使常温磷化处理工艺膜防腐能力下降;会使中温磷化处理工艺膜晶粒粗大,表面浮白灰,防腐能力下降;会使高温磷化处理工艺液沉渣量增大,溶液变混浊,同时游离酸度升高。


双色铝型材生产过程中要注意的十个问题:(1)选择宽度、厚度适中的贴膜;由于铝型材加工断面形状复杂,外表向宽、窄悬殊较大,容易将飞边吹起,降低贴膜的遮盖能力,影响喷涂质量。贴膜过窄,则遮盖不住,显然不能喷涂。另一方面,在选择贴膜厚度时,只要能遮盖,具有弹性即可,不一定选择太厚的贴膜,因太厚的贴膜将增加铝型材加工生产成本,而且也没有必要。(2)贴膜后及时喷涂。型材贴膜以后,应及时进行喷涂,停放时间越短越好。如果停放时间太长,由于贴膜上的胶干燥,失去粘度,特则是经风一吹,贴膜脱落,导致喷涂同难。因此,为了确保贴膜及喷涂质量,一般贴膜以后的停放时间不要超过16h。(3)选样粘度适中的贴膜。在双色铝型材加工生产中,贴膜的合理选择是关键。贴膜的粘度过低则贴不住。贴膜容易脱落,给喷涂带来相当大的难度。贴膜的粘度过大,说明贴膜上的胶比较多,当贴膜撕掉后,容易将贴膜上的胶粘在型材上,影响型材的表面质量,另一方面,在选择贴膜时,尽可能选用胶的成分与涂漆成分一致或相接近,这样可减轻对漆膜色泽的影响。山东铝型网(4)确定颜色、分界面及分界线。铝型材加工在喷涂之前,一定要根据型材的使用功能以及客户的要求(合同要求),分清每个面所要喷徐的颜色,分界面是哪个面,分界线是哪条线,在什么位置:一般来说,内侧是浅色,外侧是深色在弄清了分界面、分界线及颜色的要求之后才能贴膜,要注意千万不能将膜的位置贴错。(5)贴膜质量:贴膜是双色铝型材加工加工中的一道关键工序,贴膜质量的好坏,直接影响到铝型材加工的表面质量,主要包括以下几个方画:一是贴膜时尽可能不要使贴膜形成过大的张力,也就足说不能使贴膜发生变形,否则贴好后的贴膜容易收缩,使铝型材加工两端出现无贴膜现象;另一方面,铝型材加工两端贴膜断开时,要用刀片切开,而不能拉断,否则,拉断的贴膜仍然要收缩;二是贴膜宽度要与贴面宽度相吻合,一般情况下,贴膜宽度稍大于铝型材加工的贴面宽度,若是贴膜过宽,超出铝型材加工边缘过多,当喷涂时,容易被压缩空气吹起,若是贴膜过窄,不能完全遮盖,显然是不行的;四是贴面分界线在沟槽边缘时,一定要将;贴膜的飞边压入沟槽内,否则,喷涂时气流容易将贴膜吹起,影响铝型材加工喷涂质量;五是贴膜时,一定将贴膜贴平,防止皱折、卷缩等现象;六是对于断面形状复杂的型材,如果一次贴膜困难时,可以分两次或多次贴膜,保证贴膜的覆盖质量;七是对一些壁厚较薄或悬臂较大等特殊断面的铝型材加工,贴膜时不能压得太紧,一定要注意不能使铝型材加工产生变形;八是 次喷涂后,铝型材加工的停放时间不能过长,否则会使型材表而落上灰尘,导致贴膜困难,从而影响贴膜质量:山东铝型材模具厂(6)严格执行贴膜工艺。铝型材加工贴膜必须经过 次喷涂后再贴,不允许型材铬化后直接贴膜,这是因为贴膜上有胶,如果直接将贴膜贴在铬化层上,胶就会粘在铬化层上,或者撕贴膜时,就会将铬化层,撕掉,这样就会大大降低漆膜的附着力,*终影响铝型材加工的喷涂质量,导致漆膜脱落,其后果不堪设想。(7)撕膜时间。铝型材加工经贴膜、喷涂以后,要撕去贴膜,但不能喷涂后马上就撕去贴膜,要控制好撕膜。-般来说,喷涂后经过流平,漆膜基本凝固,这一过程不能少于10min.然后才能撕去贴膜撕膜。否则,漆膜未开,撕膜的过程中容易将贴膜落在铝型材加工上,影响漆膜质量。另一方面,撕膜的时候动作要快,以免影响撕膜质量。(8)避免多次返工。在双色铝型材加工生产过程中,由于各种因素影响,返工是不可避免的,但是每返工一次就要增加一次固化。对漆膜来说。多次喷涂,漆膜厚度不断增加,再经多次固化,降低了漆膜附着力,容易造成漆膜脱落。因此,在双色铝型材加工的生产中尽可能避免多次返工。广东铝型材模具厂(9)膜厚的合理控制、双色铝型材加工生产是要经过两次以上的喷涂,如果我们还像单喷那样操作,就会导致有的面漆膜较厚,有的面漆膜较薄,从而引起膜厚严重不均匀。因此在喷涂时就要进行合理控制, 次喷徐时,只需对着面重点喷涂,而另一面可以不涂或少涂。第二次喷涂叫,闪样尽可能对需要的面重点喷,其他面不喷或少喷,同时还要根据 次喷涂情况以及选用的涂漆颜色.合理地控制第二次喷涂厚度,但必须保证第二次喷涂对前一次喷涂的浚盖效果。(10)喷涂顺序双色铝型材加工,需要涂上两种颜色,有两种颜色必然存在深色与浅色,喷涂必然有先有后,喷涂前必须要考虑哪种颜色先喷,哪种颜色后喷,要根据具体情况而定,若是先喷浅色、后喷深色,则先喷涂的浅色就要经过两次固化,即两次烘烤,容易将浅色烘烤变色,若是先喷深色、后喷浅色,则后喷浅色对前喷深色的覆盖性受到一定影响,要想覆盖深色就要增加漆膜厚度,但是漆膜厚到一定的程度后,又容易产生脱膜现象。因此。在实际生产中,采用先浅后深的工艺较为可行。



