


想要了解不锈钢异型钢大品牌品质优产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:不锈钢异型钢大品牌品质优的图文介绍


针对冷拉型钢异型钢在冲压加工后出现的表面不光滑,甚至是开裂现象进行了分析,得到的结果是,由于目前设备、材料及工艺技术操作难于掌握,冷拉后表面硬度加硬,没有退火处理,在冲压高强度下钢材延伸率超过了冷拉钢韧性,所以在调质过程中容易使产品产生开裂事故。 通常情况下,成分偏析、气体和夹杂物的存在以及锻造温度和锻造比等掌握不当的时候,问题发生的就比较多。由于冷拉型钢的原材料常存在带状偏析,当经过热压力加工后仍保留有成分偏析,经淬火后这种偏析可从退火组织中看到。而且正是因为有偏析,才使得冷拉型钢在氧化性气氛中加热接近固相线,容易产生析出物或杂质等,成为缺陷产生的主要原因。已经有研究表明,冷拉型钢因锻造工艺、热处理工艺等问题,淬火后获得混合组织和复杂的应力分布,才会造成开裂现象的发生。对易开裂的工件,是采用可控气体多用炉进行等温淬火、高温回火等,这样效果才会更加稳定。



鑫泽金属制品有限公司所生产的 河南南阳Q235方钢产品种类齐全、规格多样,价格适中 ,品质优良。其制作流程严格遵守行业生产标准和检验控制,保证了每一件产品质量。
不锈钢异型钢大品牌品质优


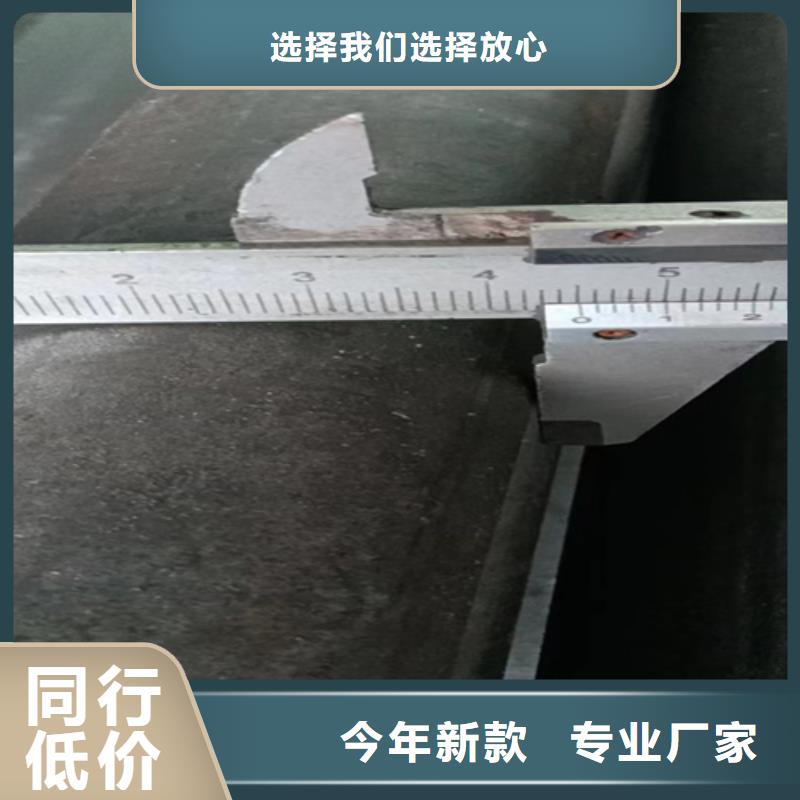
异型钢是复杂和异型断面型钢的简称,属于型钢的一种,并区别于简单断面型钢的叫法。异型钢如何使用同一台测量仪完成多想数据检测,本文就简单的介绍一下。异型钢测量仪内共设置五路70单测头和三路由70单测头组合的150双测头。其中70单测头的测量范围为0~70mm,用于测量直径φ9~φ46mm的圆钢、25~45mm的角钢边长和4.5~25mm的扁钢厚度;150双测头的测量范围为20~150mm,用于测量直径50~65mm角钢边长和38~100mm的扁钢宽度(测量范围可定制)。多功能测径仪安装在精轧机组后,对通过的轧材在线进行几何尺寸检测。测径仪与上位机间采用TCP/IP标准工业接口、光缆传输,检测信号传输至主操作室的工控机上;现场LED显示屏与工控机间采用TCP/IP标准工业接口、光缆传输;操作室内LCD显示终端和现场LED显示屏同步显示。可实时反映轧材的尺寸变化便于现场有关人员及时地调整轧机或孔型。测径仪的测头采用铝合金制造,散热性能良好。在高压离心风机持续为测径仪送风的工作条件下,可以保证测头内光电元件处于正常工作温度范围内。



冷拉异型钢时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的T型钢,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同根T型钢冷拉率也不一 样)冷拉质量得不到保证。不同炉批的冷拉控制:对于混杂,分不清炉批的T型钢,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的T型钢,每根的冷拉率和控制应力都要符合规范规定。冷拉速度控制:要使T型钢充分变形,就要适当控制冷拉速度,一般以0.51.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2---3以后,再放松T型钢,结束冷拉,以给T型钢充分变形的时间。冷拉应力控制的情况:对于工、亚、IV级T型钢和5号钢的型钢,在冷拉后,作硕应力T型钢使用的,要用冷拉应力控制。但T型扁钢冷拉后经检查,冷拉率超过了规范规定,还要再进行机械能实验。冷拉率测定控制要求:以冷拉率控制T型钢冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批T型钢的实际冷拉率。如果T型钢强度偏高,平均的冷拉率低于1%时,在T型钢冷拉时,仍要按1%的冷拉率控制。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。对于预应力T型钢必须采用双控方法。

