


我们的实拍高铬合金复合耐磨钢板生产厂家视频将为您呈现产品的真实面貌和卓越性能,让您更好地了解产品的优点和特点,不容错过!
以下是:高铬合金复合耐磨钢板生产厂家的图文介绍

专注遂宁45#钢板行业十余年

遂宁45#钢板的详细介绍
服务优质实力公司

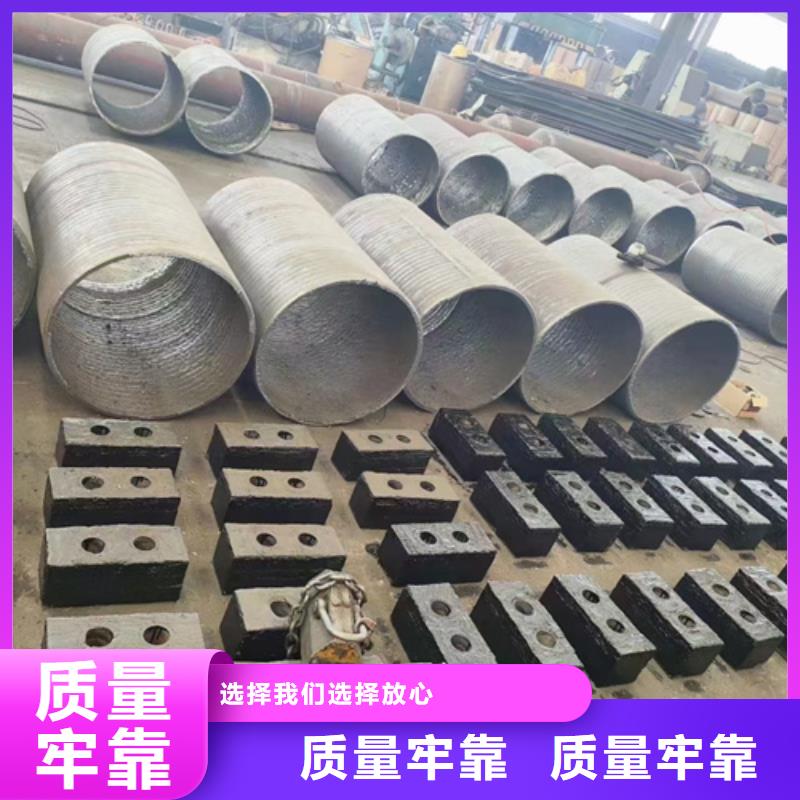
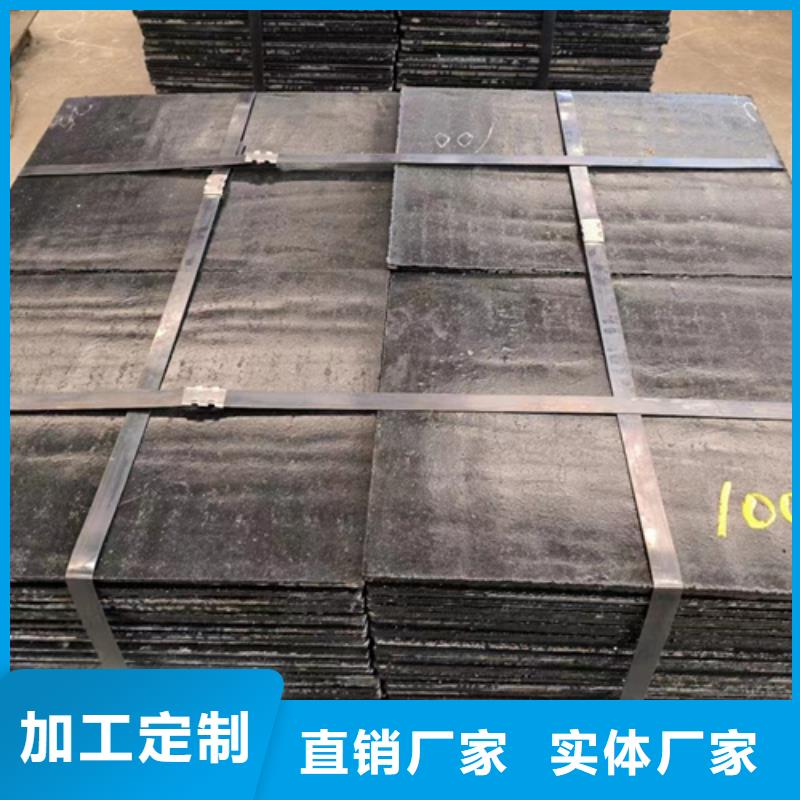
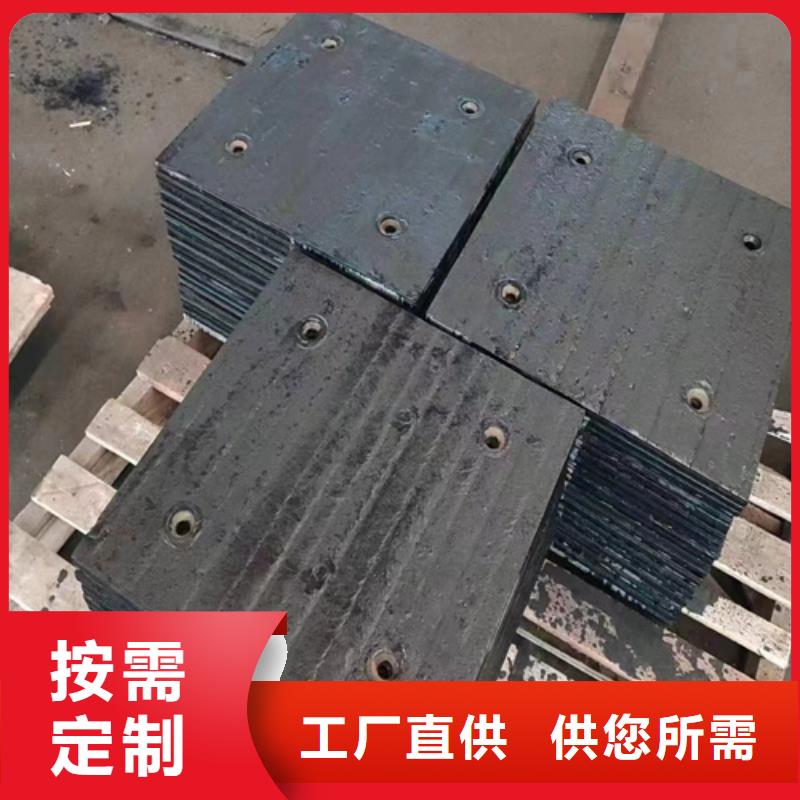
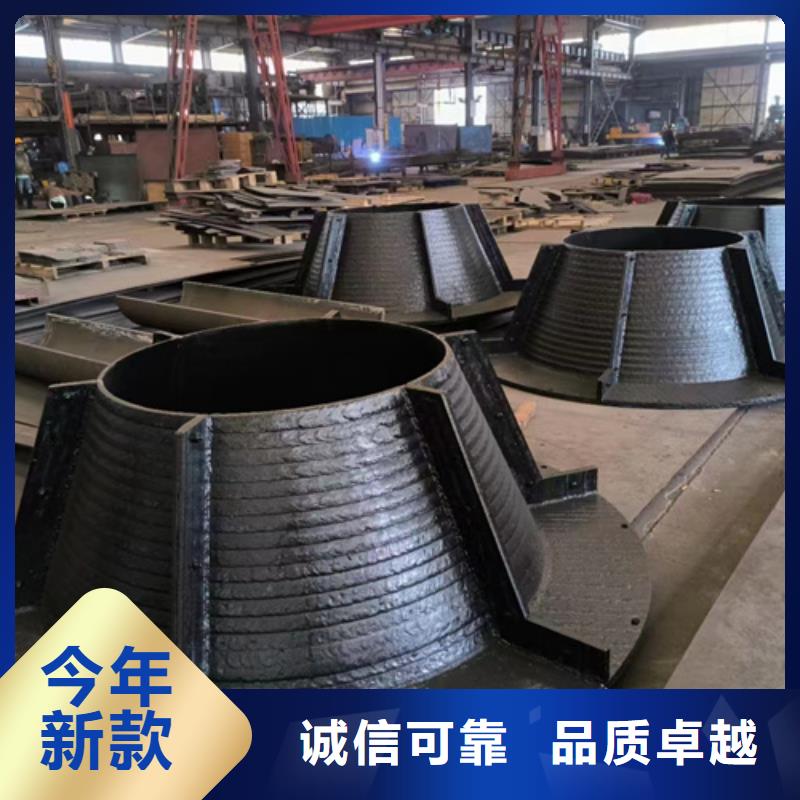
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、四川遂宁送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板
4大优势值得信赖
多年行业经验为您提供更好的遂宁45#钢板购物体验
YEARS OF INDUSTRY EXPERIENCE TO PROVIDE YOU WITH A BETTER SHOPPING EXPERIENCE

实物展示
专业的遂宁45#钢板生产厂家为您提供一站式采购
PROFESSIONAL PRODUCT MANUFACTURERS PROVIDE YOU WITH ONE-STOP PROCUREMENT



工程案例
细节决定成败,为您提供遂宁45#钢板的解决方案
DETAILS DETERMINE SUCCESS OR FAILURE,PROVIDING YOU WITH PRODUCT SOLUTIONS






适用范围广
WIDE APPLICATION RANGE


