

文字的描绘可能无法完全捕捉16Mn无缝钢管精工打造产品的精髓,观看视频,让产品自己向您诉说它的故事。
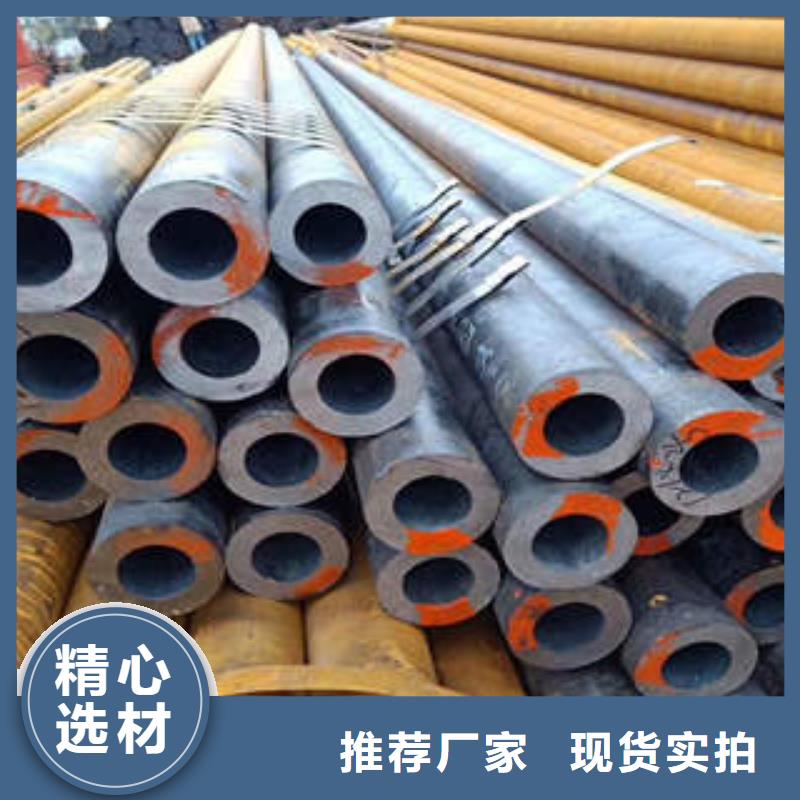
以下是:16Mn无缝钢管精工打造的图文介绍
而普通钢管的焊缝部位是其薄弱环节,焊缝质量也是影响其整体性能的主要因素。在北方生活过的人一般都有过自来水管或暖气管在冬天被冻爆的经历,爆的地方一般都是焊缝处。焊管不是无缝钢管。无缝化钢管的生产工艺钢管的无缝化主要是通过张力减径来完成的,张力减径过程是空心母材不带芯棒的连续轧制过程。在保证母管焊接质量的前提下,焊管张力减径工艺是将焊管整体加热到950摄氏度以上,再经张力减径机(张力减径机共有24道次)轧制成各种外径与壁厚的成品管,采用此工艺所生产的热轧钢管与普通的高频焊管有本质的区别通过加热炉加热后其焊缝与母体的金相组织和机械性能可以达到完全一致此外,大口径无缝钢管通过多道次的张力减径机轧制和自动控制使得钢管的尺寸精度(尤其是管体圆度和壁厚精度)优于同类无缝管。 世界发达 生产的流体管,锅炉管中已大量采用焊管无缝化工艺,随着社会的发展,国内热轧焊管逐步代替无缝管的局面已经形成。无缝化钢管与大口径无缝钢管的区别可以从几个方面来看首先焊管一般来说都是定尺的,而且一般都是6米,九米或12米。无缝钢管定尺的非常少,因为定尺出厂加价非常多。第二可以从管头的横截面看,如果有锈的话擦干净,仔细看的话会发现焊接区。第三如果酸洗一下,那就明显了。料涂层涂敷后对钢管里里的预处理质量间接影响到涂层附灭力的高下。



焊接钢管目前根据焊缝形式不同分为直缝焊接钢管、螺旋焊接钢管两种,直缝焊接钢管就焊接工艺不同又分为直缝电阻焊钢管(ERW)和直缝埋弧焊钢管(LSAW),执行标准为《低压流体输送用焊接钢管》(GB/T3091-2001),焊接钢管均是利用轧辊等模具将带钢延圆形渐开线逐步卷为圆形,再通过埋弧、电阻等不同焊接方式焊接成型生产的钢管。该成型方式的特点是产品产量高、成本低、耗能小、长度可以达16米且可以定尺、直径及壁厚可良好控制,缺点主要是目前国内钢管生产设备技术落后,导致焊缝部分强度不足,壁厚一般国内无法做厚。 目前可以承接美国ASTMA5德国DIN、日本JIS、美国石油学会APISpec5L等各种标准的焊接钢管,热扩钢管是指钢管中频加热后利用模具扩径生产的钢管,该成形方式母材既可用无缝钢管,也可用焊接钢管(需要除去内焊缝),特点为母材灵活、产量高、耗能大、成本低。[]目前还没有热扩钢管相关标准,一般执行GB/T8163-1999标准。本公司拥有2套热扩生产线,一条为219-325mm生产线,一条为325-630生产线。



广联钢管有限公司公司拥有一支质素过硬的专业队伍。公司致力于 山东威海螺旋管系列产品的生产、销售。我公司遵照服务大众的理念,奉行“尊重顾客,信守承诺铸品牌;持续发展,超值服务保双赢”的质量方针,竭诚为广大客户提供及时、优质、的技术和产品服务。