


赛普塑料制品有限公司获得多项荣誉,在 甘肃陇南塑胶栈板业内树立了良好的口碑,连续多年被甘肃陇南质量监督部门评为量信得过企业。 公司始终秉承“正可立身,达则济世”的人文服务理念,坚守“实用,实惠!”的企业文化理念,以“节能、科技、环保”的生产原则,以“开拓、进取、求实、创新”的建设精神,与国内外的同行们肩并肩,携手公司新老用户一起协力,共创明天的辉煌,建设美好家园。


塑料托盘的制作流程
其特征在于该方法包括以下步骤:
以高密度聚乙烯和高密度聚丙烯为原料,分别将两种原料粉碎成粒度为2~6毫米的颗粒,清洗后在100~120℃烘干2~4小时,得到干燥固体原料;
将上述两种干燥固体原料混合,混合比例为:再生高密度聚乙烯占原料总重的重量百分比为10~30,全新高密度聚丙烯占原料总重的重量百分比为90~70,得到原料混合物,在原料混合物中分别加入占原料混合物重量百分比为2~6的弹性体增韧剂、占原料混合物重量百分比为0.5~3的交联剂、占原料混合物重量百分比为0.5~2的流动助剂以及占原料混合物重量百分比为0.5~0.6的有机颜料,混合均匀,得到混合物;
使上述混合物在2万克至4万克的注塑机中,经柱塞料筒中100℃~220℃反应后注塑成型,模具温度为20~50℃,注射压力为80~140MPa,保压压力为注射压力的30%~60%,背压为5~20MPa,得到塑料托盘。



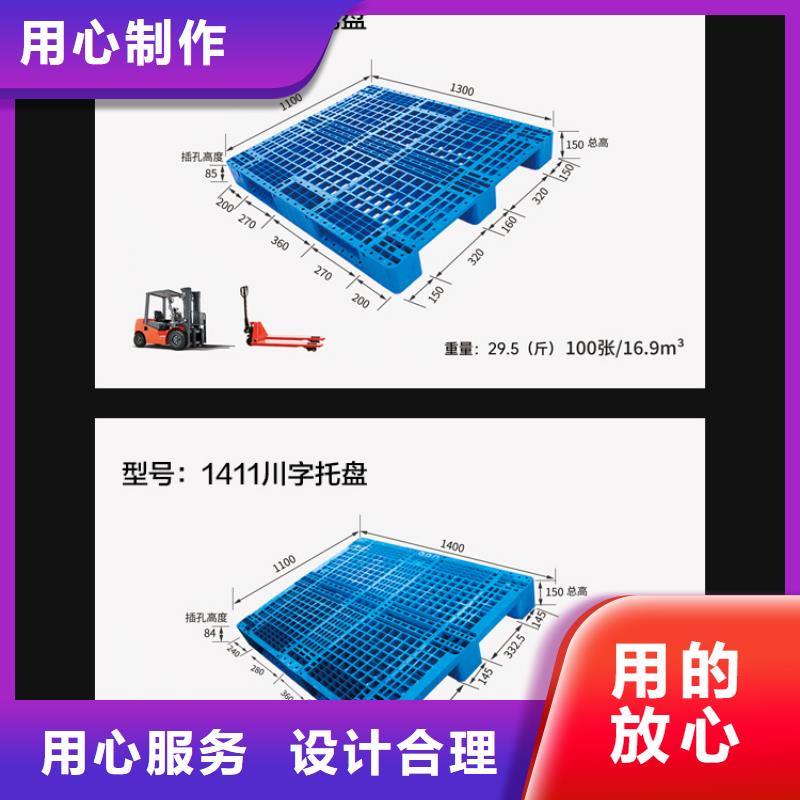
如果是往返周转或一次性使用,需要优先考虑对船运集装箱宽度2300mm的整合性,对1200*1000mm的托盘,要用长1200mm和宽1000mm的组合摆放,必须选用4向进叉。对1200*800mm的托盘,用800mm宽度的方向两组并排摆放。而对1100*1100mm的托盘用1100mm宽度,摆放2列,2向进叉或4向进叉都可以。


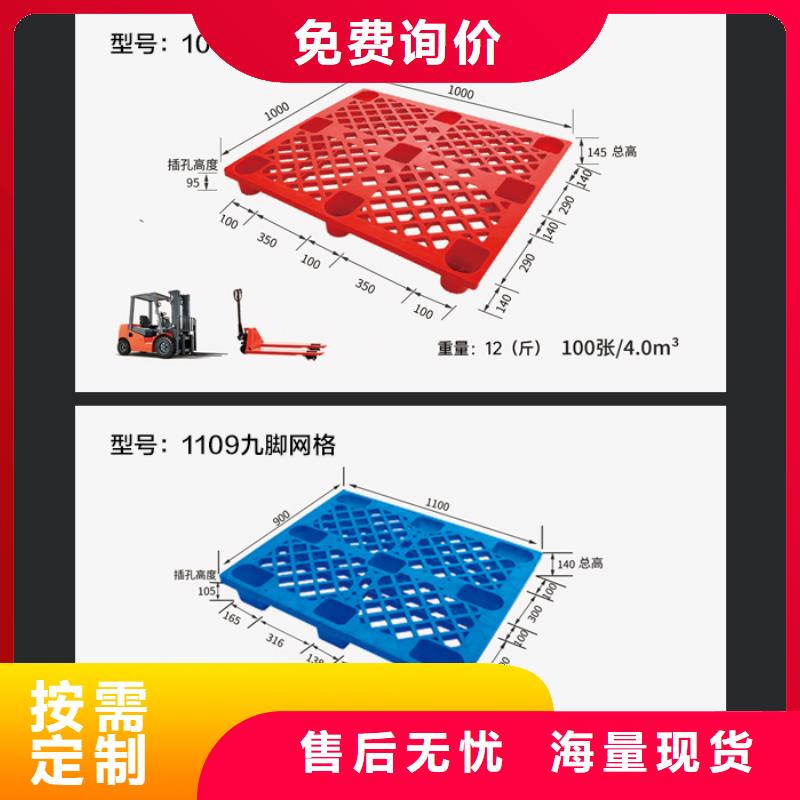
? 塑料托盘的性能主要参照GB/T4995—1996《联运通用平托盘性能要求》,GB/T4996—1996《联运通用平托盘试验方法》和GB/T152342—19944塑料平托盘》进行检测。根据塑料托盘的使用过程,其必要的性能参数为:长/宽/高/长宽高误差/对角线误差/额定载荷/ 堆码层数/挠曲度/表面防滑系数/托盘使用环境的温度范围等。



