

3pe防腐天然气螺旋钢管生产厂家技术要求黄州视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:3pe防腐天然气螺旋钢管生产厂家技术要求黄州的图文介绍
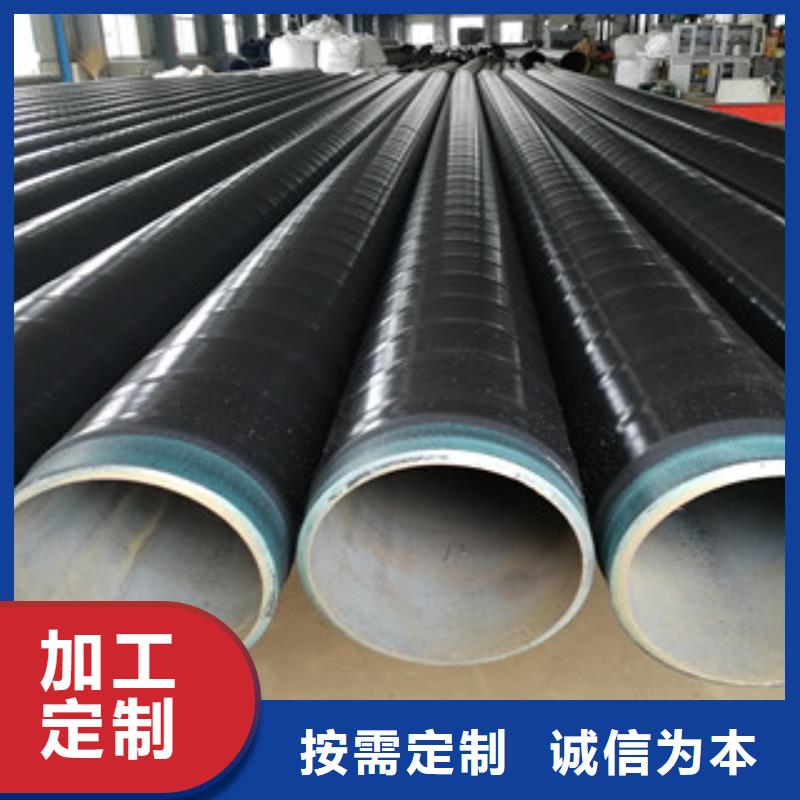
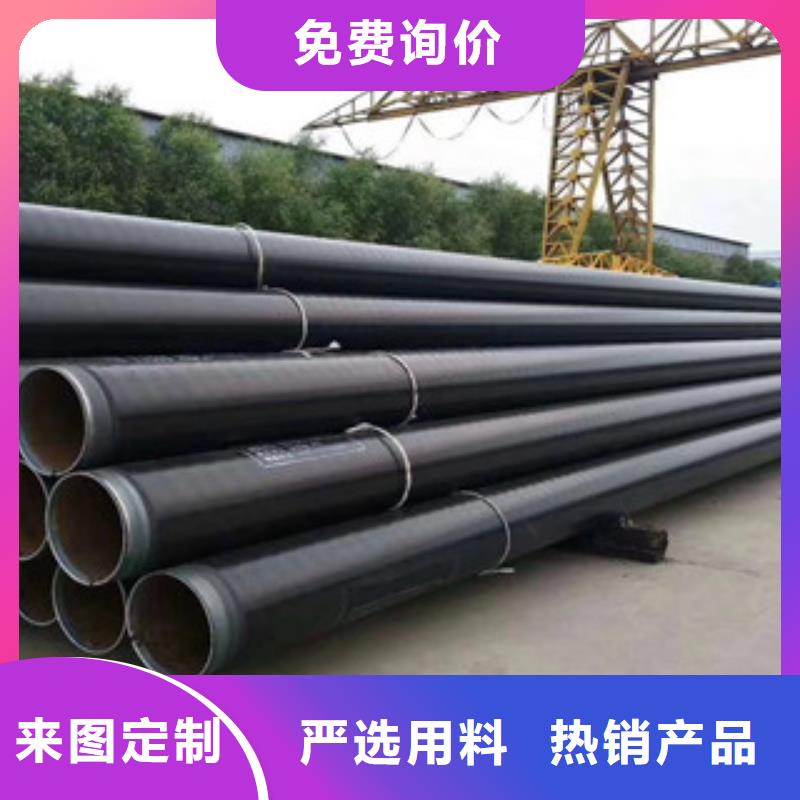
裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。另外,施工过程中,螺旋焊母管节点处的相贯线焊缝割裂了螺旋缝。1.承压流体输送,用螺旋缝埋弧焊钢管SY5036-83,主要用于输送石油、天然气的管线。承压流体输送用螺旋缝高频焊钢管SY5038-83,用高频搭接焊法焊接的,用于承压流体才会让用户在使用时,真正能在他们的质量上面满意,首先一点就是在使用时,能对于线路来进行*的保护,因为在产品上面,本身就是要让在自己来进行线路的保护的。分底漆和面漆。甲组份由环氧树脂、jiashilei779颜料及添料、助剂组成。


大口径螺旋钢管制造步骤总结(1)原材料即带钢卷,焊丝,焊剂。在投入前都要通过严厉的理化查验。(2)大口径螺旋钢管带钢头尾对接,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。(3)成型前,带钢通过矫平、剪边、刨边,表面整理运送和予弯边处理。
选用电接点压力表操控运送机两边压下油缸的压力,确保了带钢的平稳运送。(5)选用外控或内控辊式成型。(6)选用焊缝空隙操控设备来确保焊缝空隙满足焊接要求,管径,错边量和焊缝空隙都得到严厉的操控。
内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得安稳的焊接质量。(8)焊完的焊缝均通过在线接连超声波主动伤仪查看,确保了的螺旋焊缝的无损检测覆盖率。若有缺点。
选用电接点压力表操控运送机两边压下油缸的压力,确保了带钢的平稳运送。(5)选用外控或内控辊式成型。(6)选用焊缝空隙操控设备来确保焊缝空隙满足焊接要求,管径,错边量和焊缝空隙都得到严厉的操控。
内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得安稳的焊接质量。(8)焊完的焊缝均通过在线接连超声波主动伤仪查看,确保了的螺旋焊缝的无损检测覆盖率。若有缺点。



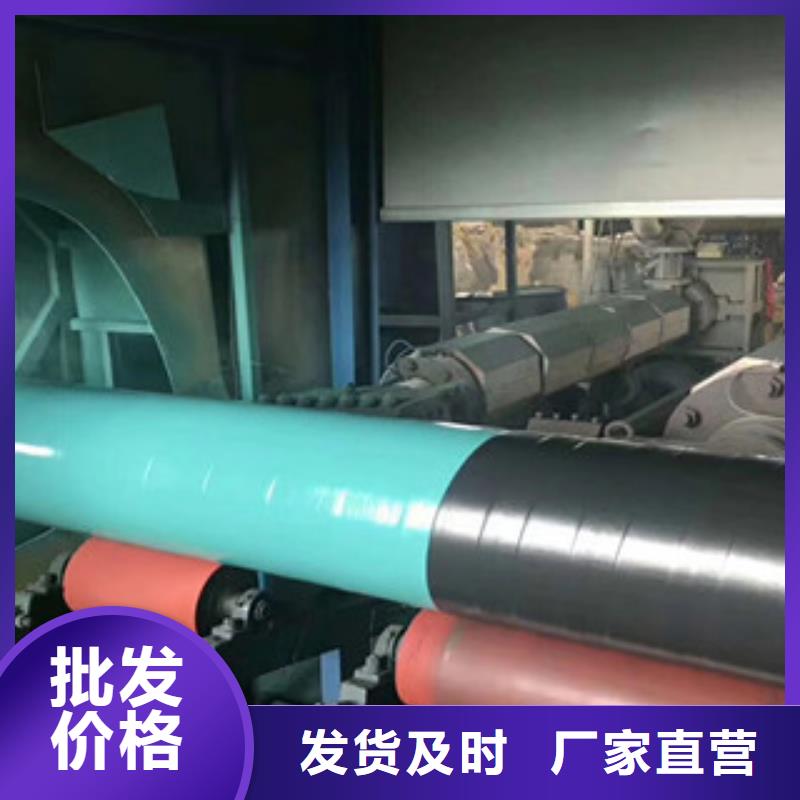
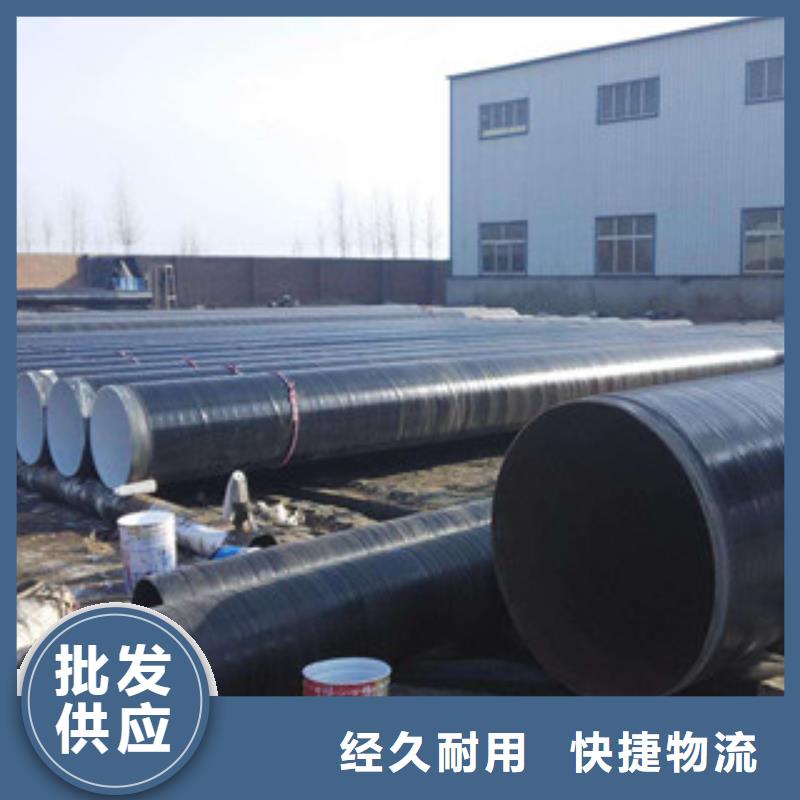
氧树脂涂塑方矩钢管生产工艺介涂塑复合钢管分为:热浸塑工艺,内外喷涂工艺,滚塑工艺,淋涂工艺,吸涂工艺,熔结缠绕工艺等。热浸塑采用:流化床浸塑,成膜法。又称涂塑钢管***代防腐,内外聚乙烯内外喷涂工艺:采用静电吸附理论,通过钢管前处理,用喷进行喷涂聚乙烯或环氧树脂粉末。又称涂塑钢进口矿经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。?(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。?(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。?(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。螺旋管及其规范分类:承压流体保送用螺旋缝埋弧焊钢管(SY5036-83)主要用于保送石油、自然气的管线;承压流体保送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体保送的螺旋缝高频焊钢管。



兴昊管道有限公司地理位置优越,交通便利,设备齐全,技术先进,实行严格的质量管理体系。 主要生产和供应各种 湖北黄冈热浸塑复合钢管等几十个品种,上千个规格。


DN125-DN600的管件因口径较大,加工螺纹和拧紧螺纹较困难,故DN125-DN600的管件应采用沟槽式管接头和衬塑法蓝。沟槽式管接头是执行城镇建
设行业标准“CJ/T156沟槽式管接头”。沟槽式管接头在外表面和端面进行了静电喷塑处理,也可在球墨铸铁沟槽式管接头外镀HA合金镀层,镀层的
耐蚀水平达到不锈钢的耐蚀水平。接头内包裹着硅橡胶或食品级 橡胶的密封圈,流体在管内流动不会和外层钢管接触。在内衬不锈钢复合钢管
的端部外表面挤压出沟槽,沟槽式管接头的两端边压在沟槽之中,沟槽式管接头由两瓣的沟槽式管接头组成,两瓣的沟槽式管接头之间由螺拴和螺
母连接。当螺拴和螺母拧紧时,两瓣沟槽式管接头紧紧地扣在一起,压紧沟槽式管接头内的硅橡胶密封圈,硅橡胶密封圈把二截管子的端头紧紧地
抱在一起,流体在管内和密封圈内流动,确保了流体流动的密封性,



