





准备好领略生产:钢筋笼绕丝机钢筋锯床厂家产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:生产:钢筋笼绕丝机钢筋锯床厂家的图文介绍
建贸机械 有限公司座落在老城镇;公司占地面积50余亩,厂房建筑面积7000多平方米。分别有涂塑车间、挤出车间、复合车间、注塑车间和仓库。公司注重人才的管理和培养,以人为本,科学发展的宗旨。
本公司已完成GB/T19001-2000IDT ISO9001:2000质量管理体系认证。严格执行CJ/T120-2008.CJ/T136-2007产品标准,公司始终坚信没有好的产品质量没有企业的生存和发展,每道工序都有相应的检验员控制。公司主营产品(内蒙古) 本地 内蒙古钢筋冷挤压机。 以客户为重,让我们服务于每一位客户,能及时与客户沟通听取客户反馈的意见和建议。及时解决客户在产品使用过程中的问题,是我们每一位员工的责任。为保证供货的即使和客户的需要,公司实行24小时生产,每月月产量1600多吨。满足了客户的需要和工地工期紧及时安装的问题。 面对快速发展的管道防腐行业,潞沅公司将继往开来,发扬“与时俱进,追求超卓”的潞沅精神,凭借优良的产品质量、完善的服务体系,以市场化、多元化的经营理念开拓发展,创造出更加辉煌灿烂的明天。

1拖动导轨2控制台3拖动驱动系统4主筋料架5钢筋笼液压支撑装置6固定旋转驱动机构7移动旋转驱动机构8主筋固定器9主筋导管10主筋承接分隔系统11箍筋放线架12箍筋矫直机构13主筋上料系统。
二、性能指标●钢筋笼直径:Φ300~1500mm;●钢筋笼大长度:12-27m;●材料规格:主筋Φ12~40mm,箍筋Φ5~16mm盘筋直接作业●间距范围:50-450mm●焊接方式:手动焊接任选●操作人数:少2人●设备效率:10KWH~23KWH●设备尺寸:总长度63.5米,宽2.25米,高2.5米●设备重量:13吨一、工作原理
九江2米钢筋笼滚焊机/报价按图制作
l)如图2所示,在人工挖孔桩井口上水平放置两根直径48mm的钢管作横担2, 横担2也还需要用直径》25mm的钢筋及其他木类,竹类棍棒。两根钢管之间距离为井口直径的1/3左右。2)如图3所示,在钢管上平放制造好的钢筋笼进而使箍筋3,并对进而促进箍筋如图3-l所示实施等分,等分数与钢筋笼主筋数量相同,并搞好标记。
二、性能指标●钢筋笼直径:Φ300~1500mm;●钢筋笼大长度:12-27m;●材料规格:主筋Φ12~40mm,箍筋Φ5~16mm盘筋直接作业●间距范围:50-450mm●焊接方式:手动焊接任选●操作人数:少2人●设备效率:10KWH~23KWH●设备尺寸:总长度63.5米,宽2.25米,高2.5米●设备重量:13吨一、工作原理
九江2米钢筋笼滚焊机/报价按图制作
l)如图2所示,在人工挖孔桩井口上水平放置两根直径48mm的钢管作横担2, 横担2也还需要用直径》25mm的钢筋及其他木类,竹类棍棒。两根钢管之间距离为井口直径的1/3左右。2)如图3所示,在钢管上平放制造好的钢筋笼进而使箍筋3,并对进而促进箍筋如图3-l所示实施等分,等分数与钢筋笼主筋数量相同,并搞好标记。



主机;含机架、底座、铁辊、传动系统等。
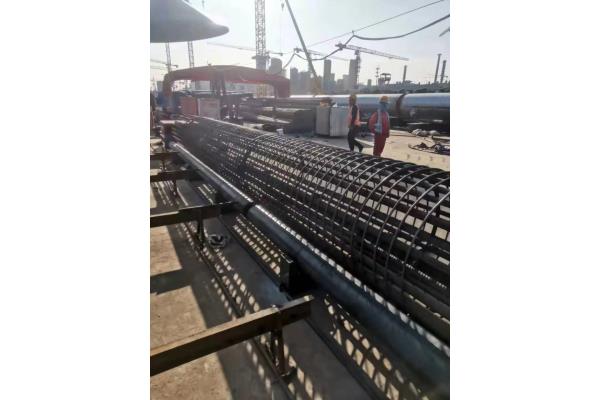
铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。
一般不建议在设备上进行骨架制作,会影响生产线效率。
需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用铁辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。
机器上骨架制作过程;
备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
焊完一节主、箍筋,低速转动铁辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。
若采用划线分度工艺,则不分旋转反向。
用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。
人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。
小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。
一般不建议在设备上进行骨架制作,会影响生产线效率。
需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用铁辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。
机器上骨架制作过程;
备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
焊完一节主、箍筋,低速转动铁辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。
若采用划线分度工艺,则不分旋转反向。
用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。
人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。
小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。


公司引进国外先进技术及人才,结合中国钢筋加工行业的特点,不断开发出适合国内市场需要的新产品。作为钻孔桩钢筋笼滚焊机领域的创始人和,开创了中国钢筋笼数控机械制作的先河,结束了钢筋笼一贯手工捆绑的历史;公司组织实施的《钻孔灌注桩钢筋笼滚焊制作工法》被认证为 一级工法。公司拥有全国一家专业研究钢筋加工装备的技术中心,拥有各项钢筋加工装备制造 技术50多项。强大的科研开发和科技创新能力为企业在国内同行业内的领先地位提供了有力保障。 短短六年的发展,公司已经形成华尔网钢筋笼绕筋机为主、双机头弯曲中心、数控弯箍机、液压数控剪切生产线、数控双线矫直切断机、数控钢筋桁架焊接生产线等为支撑的六大系列近50种不同规格型号产品的大型钢筋加工装备制造中心。产品能满足钢筋矫直、切割、弯曲、成网、成笼等各种要求,具有加工速度快、质量稳定性高、成本费用低、外观规范美观、环保节能的优点,获得钢筋加工行业的“中国”注册,中国机械工业具创新力企业、创新产品等荣誉,被 众多重点工程确定为 产品。 公司始终坚持“客户的需求就是我们的追求”的理念,以推动中国钢筋加工工厂化、标准化、商品化为己任,持续创新技术,不断研发适应市场需求的新产品。目前,公司产品已被广泛应用于高铁地铁、高速公路、水利电站、大型桥梁、隧道、地铁、钢筋加工厂等。



