

想要更直观地了解20253mm硅pu球场产品吗??产品视频,带你走进产品世界
以下是:20253mm硅pu球场的图文介绍

也就是说:如果使用合理的原材料,合理的和合理的工艺,聚氨酯塑胶是不可能具有性的。但是,同行有些施工企业铺设的固体塑胶产品检测发现了部分产品含有苯、甲苯等有害气体。据说更有甚者,一些小型生产厂家为降低成本,在塑胶中加入 严格禁止使用的煤焦油,严重影响了产品的化学性和力学性能,甚至造成工程。 TVOC是指室温下饱和蒸汽压超过70.91Pa或沸点260℃的有机物,是石油、化工、印刷、建材、喷涂等行业排放的常见的污染物。TVOC的主要成分为烃、卤代烃、氧烃、脂肪烃、氮烃等多达900种之多,在室内,TVOC的浓度受到季节变化、通风条件、装修程度、人为活动等方面的影响,冬季室内TVOC的浓度高,而在夏季。 塑胶跑道有气味并不代表是有害物质,相反有害物质也不一定能闻得到。在铺设塑胶跑道工程中现场混合甲乙组分原料时需要加入催化剂。催化剂的主要作用是促进预聚体甲乙组分充分反应,使得聚氨酯双组分能够在规定的时间内达到其使用的强度、弹性和硬度。 目前,聚氨酯弹性体所使用催化剂可分为有类催化剂和类催化剂。塑胶跑道材料的主要成分是和高质量,其材料类似于盛放食品的方便袋,符合环保型面层材料要求。塑胶跑道的原材料得到了 塑胶行业的认证,对环境、无害。


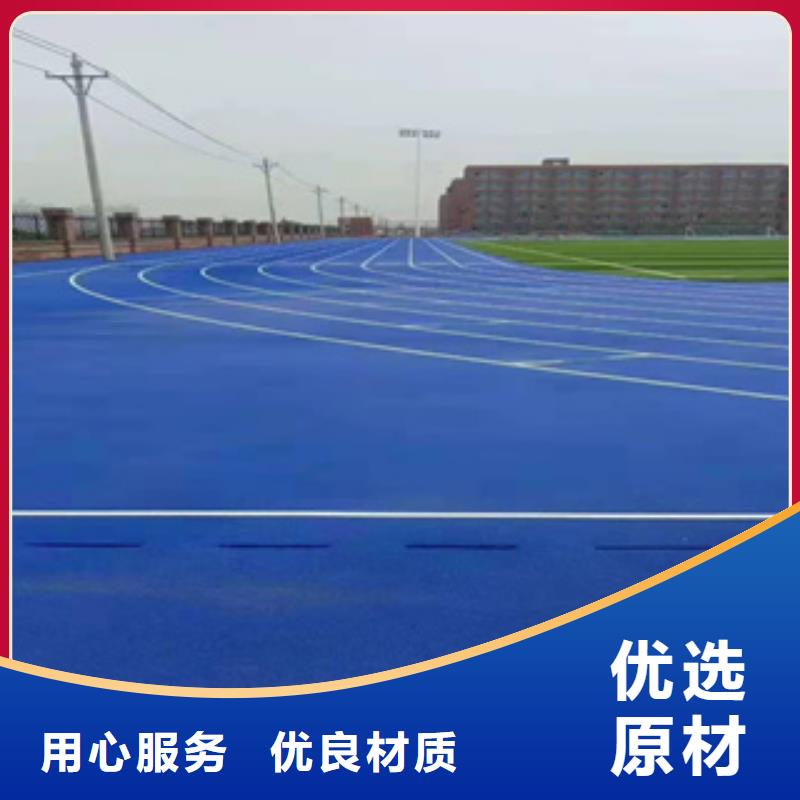
此外,塑胶跑道不论冬夏和晴雨都本性不改的全天候优势,耐磨、耐油、耐辐射的可贵品质,令人悦目赏心、精神振奋的鲜艳色彩,运动员不慎摔倒后的程度,都是任何其他跑道所不能比拟的。今天塑胶跑道的和铺设不断改进,全塑型、混合型、颗粒型、卷材型百花齐放、争荣并茂,已经从大型体育场馆一直铺设到了小学校的操场。 人类的百米成绩次跑进10秒,是在1968年墨西哥上。固然高原空气的稀薄有利于成绩,但吉姆海因斯创造出95秒纪录的重要原因,却是大学城综育场铺设的塑胶跑道。从此田径史发生了改天换地的变化。 塑胶跑道也称塔当跑道,由聚氨酯材料制成。1937年德国化学家拜尔发现异与氢的聚合反应,从此将聚氨酯引进了现代化学工业。这种合成材料的许多性能优于天然橡胶和塑料,无论、硬度、弹性的可调范围都更宽泛,一时成为建筑界的新宠。 1961年,美国明尼苏达的3M铺设了条200米聚氨酯跑道,不过那是为使用的。1963年聚氨酯跑道开始用于田径比赛并立刻引起各国重视,奥委会很快正式承认了这一新生事物,墨西哥之后,塑胶跑道便成为田径比赛必备的基本设施以及各大中小学校。



地坪按照用途种类划分是简单的,这种分类从用途需求出发,主要包括:适应车行道、停车场、物流仓库等所需要的高冲击、高耐磨的要求;如机械加工车间地面防油渗要求;化工生产耐化学品介质腐蚀的要求;计算?。 咨询自结纹塑胶跑道的原理就是在混合型塑胶跑道、复合型塑胶跑道及全塑型塑胶跑道的防滑耐磨面层施工时,不加入任何颗粒,将自流平特性改变为自结纹特性,使面层材料自发结成均匀、凹凸有致的防滑表面,用以代替原有EPDM颗粒或PU颗粒的功能。 塑胶跑道厂家选择体育。从事塑胶跑道材料、地坪漆施工、球场篮球场施工、塑胶跑道施工,球场地坪漆生产销售于一体的生产厂家,国内数千家学校和企业选择了作为合作伙伴,地坪漆批发厂家选。喷涂后的自结纹塑胶跑道面层是由纯胶组成的,粘结强度和耐磨强度都很高,里面不含任何颗粒,使塑胶跑道解决了颗粒脱落的问题,加上喷涂的面层美观新颖,深受广大用户的青睐。 耐磨防滑:采用更为耐磨的聚氨酯面层,取代EPDM颗粒作为防滑面层,添加特种助剂及金刚沙粉进行喷涂,使面层形成一种更为防滑耐磨的凹凸面,既保留了聚氨酯跑道材料耐侯、耐老化等特点,又克服了聚酯跑道易脱粒的病。



中清思宇科技有限公司为您找到优质的 山东莱芜塑胶跑道材料 信息,在这您可以查看 山东莱芜塑胶跑道材料 报价、行情、参数、厂家介绍等,联系人:苗峰,地址:潞城镇武兴路7号B2221室


塑胶跑道厂家选择体育。从事塑胶跑道材料、地坪漆施工、球场篮球场施工、塑胶跑道施工,球场地坪漆生产销售于一体的生产厂家,国内数千家学校和企业选择了作为合作伙伴,地坪漆批发厂家选。那么硅pu篮球场施工工艺是怎么样的呢,一起来看看下文的详细介绍吧。 硅pu篮球场施工工艺:基面打磨:把混凝土水泥(材料:粉状水硬性无机胶凝材料)基础(jīchǔ)凸出之处打磨平整,打磨、修补(修正补充)、除尘的工作幼儿园塑胶地面是由表层彩色橡胶层即面层,与黑色橡胶缓冲层既底层组?。 然后酸洗、待基础干燥后,用硅PU填缝胶填补伸缩(伸出和缩进比喻在一定限度内的变通)缝;固化后采用硅pu填空料,填平场内凹陷处,减低积水现象。蓝球络研制的硅PU,因其异常紧密的结构联结,因而具有优异的延伸率、抗污性、耐老化、耐磨和抗刮伤性能。 硅pu篮球场底涂:基础干燥后用硅PU底料滚涂或喷涂于基面,使其与地面和加强层涂料更粘合;硅pu篮球场弹性层:把硅PU弹性材料用齿刮板涂刮于基面,每道涂刮厚度不能超过2mm,每道涂刮时间间隔为前一道干固为准(一般约10小时),直至涂刮到要求厚度。