




1、连铸坯(或初轧坯)的内在质量,尺寸、外形和表面质量及其稳定程度。
2、加热炉出口温度的稳定性,钢坯透热的均匀性。
3、轧机的结构方式,轧机规划的刚度和制作精度,尤其是预精轧机和精轧机。
4、轧机传动方式及其结构和制作精度。成组集体机械传动方式对机架间轧件张力操控更难.
5、轧机机架之间.轧件沿轧制方向的张力是否操控
6、轧制压力对制品断面的影响,尤其在连续式双线轧制情况下影响更大。
7、不同钢种材料有不同的轧制延伸特性,当轧件温度不一起,这一特性的影响很大。
8、轧槽磨损不均匀,孔型规划是否优化。
9、轧辊原料及轧槽的运用寿数不同;粗轧、中轧及精轧机架轧辊轧槽寿数匹配不一致。
10、装置结构方式及其制作精度。
11、钢材轧后是否在线操控冷却,是否在线进行热处理。
12、钢材在冷床上的冷却质量,精整工序(剪切、锯切、矫直、热处理、抛光、符号、捆扎、称重等)的质量;装备水平高低,是否配套齐全。





圆钢这种钢材产品可以说是在钢材市场中非常受欢迎也是应用非常广泛的一种了,因为圆钢可以在很大程度上满足不同企业对它的使用需求,并且圆钢的应用也是非常简单的,而且无论是在质量方面还是在性能方面也都是十分优越的,这也是大家选择它的主要原因!
模具已成为其主要的成型工具。不少行业中,模具费用已经占到成本的三成左右。因此,工业产品质量的改善、生产率的提高、成本的降低、产品更新换代的速度,在很大程度取决于圆钢的制造精度和质量、制造周期、生产成本、使用寿命等因素。
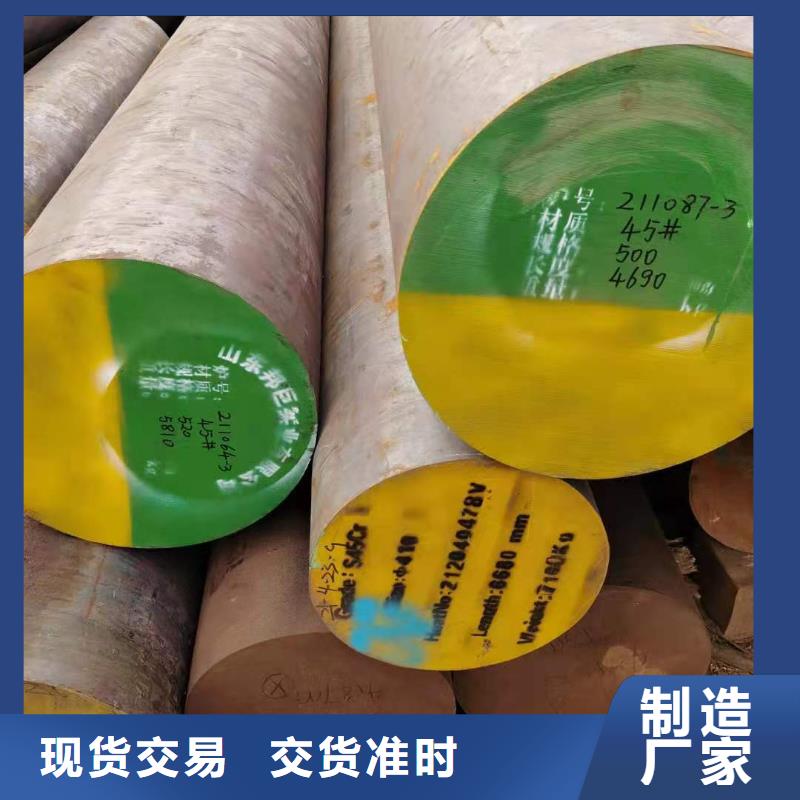
圆钢的塑性加工工艺通常分热加工和冷加工。经过热加工,钢锭中的小气泡、疏松等缺陷被焊合起来,使钢的组织致密。同时,热加工可破坏铸态组织、细化晶粒。使锻轧的钢材比铸态具有更好的力学性能。经冷加工的钢,随着冷塑性变形程度增大,强度和硬度增加,塑性和韧性降低。为提高成材率,广泛应用连续铸钢工艺。


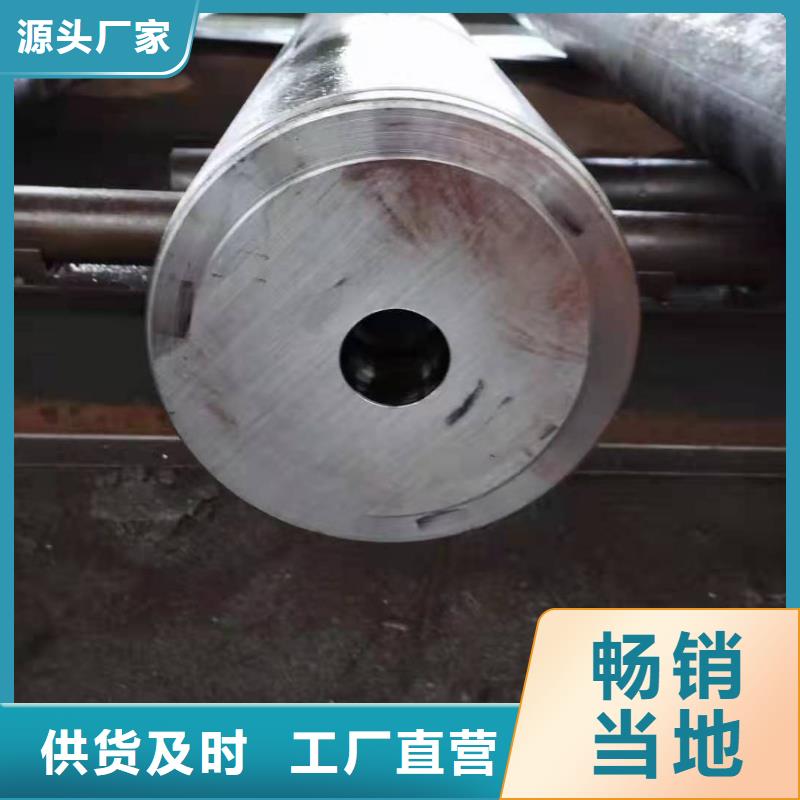
原始圆钢的长度也必须有规定的长度。当轧制定尺管时,圆钢的长度公差不得超过±10mm特别是生产延伸率很大的圆钢时,确定正确的圆钢长度就更为重要。根据所要求的钢管长度,可以按下式计算圆钢的长度。Lg=4L0D0-S0S0/Dg2式中 Lg圆钢长度,mmL0钢管长度,mmD0S0钢管直径和壁厚,mmDg圆钢直径,mm圆钢的切断方法有气割切断、锯切锯断、剪切机切断和压力机折断,其中锯断是常用的断料方式。一般不锈钢和耐热钢圆钢可在摩擦锯上锯断。不锈钢圆钢现在也有的压力机折断。直径80~140mm大多数碳素钢和合金钢圆钢可在剪切机上剪断,而直径为150~300mm圆钢则可在压力机上折断。


鑫邦源特钢有限公司注重现代企业形象的塑造和无形资产的积累,强化企业管理,坚持用户至上,将质量管理与国际结轨,把 广西百色合金钢管产品进入国内外大市场,树立品牌的企业形象。公司生产设备齐全,技术力量雄厚,检测手段先进,可根据客户需求定制各种 广西百色合金钢管。


