




以下是精密管不锈钢管我们更专业的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:精密管不锈钢管我们更专业的图文介绍

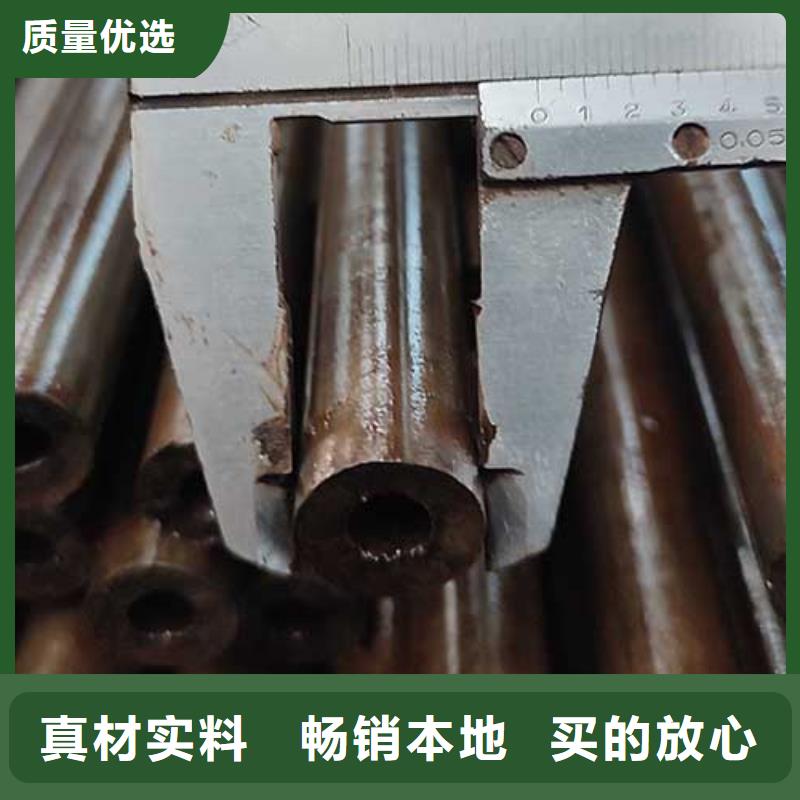
恒永兴金属材料销售 有限公司为全国各地买家提供 浙江台州不锈钢管的详细介绍信息,图文介绍,视频展示更方便的满足用户对 浙江台州不锈钢管的采购直观了解需求,具体看文章中的介绍。


根据精密钢管产生脆性的回火温度范围,可分为低温回火脆性和高温回火脆性。精密钢管低温回火脆性合金钢淬火得到马氏体组织后,在250~400℃温度范围回火使钢脆化,其韧性一脆性转化温度明显升高。已脆化的精密管不能再用低温回火加热的方法,故又称为%26ldquo;不可逆回火脆性%26rdquo;。它主要发生在合金结构钢和低合金超高强度精密管等钢种。已脆化精密管的断口是沿晶断口或是沿晶和准解理混合断口。产生低温回火脆性的原因,普遍认为:(1)与渗碳体在低温回火时以薄片状在原奥氏体晶界析出,造成晶界脆化密切相关。(2)杂质元素磷等在原奥氏体晶界偏聚也是造成低温回火脆性原因之一。含磷低于0.005%的高纯精密管并不产生低温回火脆性。磷在火加热时发生奥氏体晶界偏聚,淬火后保留下来。磷在原奥氏体晶界偏聚和渗碳体回火时在原奥氏体晶界析出,这两个因素造成沿晶脆断,促成了低温回火脆性的发生。精密钢管中合金元素对低温回火脆性产生较大的影响。铬和锰促进杂质元素磷等在奥氏体晶界偏聚,从而促进低温回火脆性,钨和钒基本上没有影响,钼降低低温回火精密管的韧性一脆性转化温度,但尚不足以抑制低温回火脆性。硅能推迟回火时渗碳体析出,提高其生成温度,故可提高精密管低温回火脆性发生的温度。



2、氧化与脱碳、过热与过烧。3、硬度不足。造成淬火工件硬度不足的原因如下。(1)加热温度过低,保温时间不足。检查金相组织时,在亚共析钢中可以看到未溶铁素体,在工具钢中可以看到较多未溶碳化物。(2)?表面脱碳引起表面硬度不足。磨去表层后所测得的硬度比表面高。(3)?冷却速度不够,在金相组织上可以看到黑色屈氏体沿晶界分布。(4)钢材淬透性不够,截面大处淬不硬。(5)采用中断淬火时,在水中停留时间过短,或自水中取出后,在空气中停留时间过长再转人油中,因冷却不足或自回火而导致硬度降低。(6)工具钢淬火温度过高,残余奥氏体量过多,影响硬度。精密钢管当出现硬度不足时,应分析其原因,采取相应的措施。其中由于加热温度过高或过低引起的硬度不足,除对已出现缺陷进行回火,再重新加热淬火补救外,应严格管理炉温測控仪表,定期按计量传递系统进行校正及检修。
4、精密钢管硬度不均,硬度不均匀就是工件淬火后有软点,产生淬火软点的原因如下:(1)?工件表面有氧化皮及污垢等;(2)淬火介质中有杂质,如水中有油,使淬火后产生软点;(3)工件在淬火介质中冷却时,冷却介质的搅动不够,没有及时赶走工件的凹槽及大截面处形成的气泡而产生软点;(4)渗碳件表面碳浓度不均匀,淬火后硬度不均勻;(5)淬火前原始组织不均匀,例如有严重的碳化物偏析,或原始组织粗大,铁素体呈大块状分布。对前三种情况,可以进行一次回火、再次加热,在恰当的冷却介质及冷却方法的条件下淬火补救。对后两种情况,如淬火后不再加工,则一旦出现玦陷,很难补救。对尚未成形加工的工件,为了碳化物偏析或粗大,可用不同方向的锻打来改变其分布及形态。对粗大组织可再进行一次退火或正火,使组织细化及均匀化。
5、组织缺陷,有些零件,根据服役条件,除要求一定的硬度外,还对金相组织有一定的要求,例如对中碳或中碳合金钢淬火后马氏体尺寸大小的规定,可按标准图谱进行评级。马氏体尺寸过大,表明淬火温度过髙,称为过热组织。对游离铁索体数量也有规定,过多表明加热不足,或淬火冷却速度不够。其他如工具钢、髙速钢,也相应地对奥氏体晶粒度、残余奥氏体量、碳化物数量及分布等有所规定。对这些组织缺陷也均应根据淬火具体条件分析其产生原因,采取相应措施及补救。但应注意,有些组织缺陷还与淬火前的原始组织有关。例如粗大马氏体,不仅淬火加热温度过髙可以产生,还可能由于淬火前的热加工所残留的过热组织遗传所致,因此,在淬火前应采用退火等办法过热组织。回火缺陷与,生产中常见的回火缺陷有:硬度过高或过低,硬度不均匀,以及回火产生变形及脆性等。回火硬度过高、过低或不均匀,主要是由于回火温度过低,过髙或炉温不均匀所造成的。回火后硬度过高还可能是由于回火时间过短。这类问题可以通过调整回火温度等来控制。硬度不均匀的原因,可能是由于一次装炉量过多,或选用加热炉不当所致。如果回火在气体介质炉中进行,炉内应有气流循环风扇,否则炉内温度不可能均匀。回火后工件发生变形,常由于回火前工件内应力不平衡,回火时应力松弛或产生应力重新分布所致。要避免回火后变形,或采用多次校直多次加热,或采用压具回火等措施。
4、精密钢管硬度不均,硬度不均匀就是工件淬火后有软点,产生淬火软点的原因如下:(1)?工件表面有氧化皮及污垢等;(2)淬火介质中有杂质,如水中有油,使淬火后产生软点;(3)工件在淬火介质中冷却时,冷却介质的搅动不够,没有及时赶走工件的凹槽及大截面处形成的气泡而产生软点;(4)渗碳件表面碳浓度不均匀,淬火后硬度不均勻;(5)淬火前原始组织不均匀,例如有严重的碳化物偏析,或原始组织粗大,铁素体呈大块状分布。对前三种情况,可以进行一次回火、再次加热,在恰当的冷却介质及冷却方法的条件下淬火补救。对后两种情况,如淬火后不再加工,则一旦出现玦陷,很难补救。对尚未成形加工的工件,为了碳化物偏析或粗大,可用不同方向的锻打来改变其分布及形态。对粗大组织可再进行一次退火或正火,使组织细化及均匀化。
5、组织缺陷,有些零件,根据服役条件,除要求一定的硬度外,还对金相组织有一定的要求,例如对中碳或中碳合金钢淬火后马氏体尺寸大小的规定,可按标准图谱进行评级。马氏体尺寸过大,表明淬火温度过髙,称为过热组织。对游离铁索体数量也有规定,过多表明加热不足,或淬火冷却速度不够。其他如工具钢、髙速钢,也相应地对奥氏体晶粒度、残余奥氏体量、碳化物数量及分布等有所规定。对这些组织缺陷也均应根据淬火具体条件分析其产生原因,采取相应措施及补救。但应注意,有些组织缺陷还与淬火前的原始组织有关。例如粗大马氏体,不仅淬火加热温度过髙可以产生,还可能由于淬火前的热加工所残留的过热组织遗传所致,因此,在淬火前应采用退火等办法过热组织。回火缺陷与,生产中常见的回火缺陷有:硬度过高或过低,硬度不均匀,以及回火产生变形及脆性等。回火硬度过高、过低或不均匀,主要是由于回火温度过低,过髙或炉温不均匀所造成的。回火后硬度过高还可能是由于回火时间过短。这类问题可以通过调整回火温度等来控制。硬度不均匀的原因,可能是由于一次装炉量过多,或选用加热炉不当所致。如果回火在气体介质炉中进行,炉内应有气流循环风扇,否则炉内温度不可能均匀。回火后工件发生变形,常由于回火前工件内应力不平衡,回火时应力松弛或产生应力重新分布所致。要避免回火后变形,或采用多次校直多次加热,或采用压具回火等措施。


精密冷拔管在使用前是需要用肥皂水或者植物油作为润滑剂来进行清洗的,具体清洗步骤如下:冷拔管在清洗前必须彻底去除管端的毛刺,然后用一个硬管喷嘴,发射2颗超净弹丸进行清洗。如果管内有油液或油脂类污染物,应选用硬管弹丸,能更有效的去除这类污染物。如果管内有锈蚀、焊渣等,应选用摩擦弹丸,先除去这些污染物。摩擦弹丸可以反复多次使用,直至确认这些污染物被去除。 不管是使用硬管弹去除油类污染物,还是使用摩擦弹去除锈蚀或焊渣,都必须用超净弹丸作终清洗,以确保管路的理想清洁度。 如要清洗冷拔管总成,建议在组装总成前先清洗冷拔管。组装为总成后,只能用超净弹丸清洗,并且必须注意冷拔管与接头连接处,不能有台阶。清洗精密冷拔管也可以选用软管喷嘴,但发射弹丸时须从二端分别进行,确保被喷嘴遮挡部分的清洗。冷拔管管端倒1×45。的角,可以大大延长软管喷嘴的使用寿命。

