





想要更直观地感受220*4.5桥式滤水管厂230*4.地铁降水管厂219*3.5圆孔滤水管厂产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:220*4.5桥式滤水管厂230*4.地铁降水管厂219*3.5圆孔滤水管厂的图文介绍


丁字焊接钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析螺旋钢管错边产生的原因及其措施是很有必要的。阳春直缝钢板卷管加工厂家 由于不切边钢带头尾的形状和尺寸精度较差,对接时易造成钢带硬弯而引起错边。模拟参数范围:竖直管:管径D=lOmm,管长L=660mm;三种立式丁字焊接钢管:管径D=10mm,丁字焊接钢管曲率直径和螺旋管径的比值的变化分别为Dc/D=15,20,25,螺旋节距Pt=20mm,管长分别为L=503mm,L=660mm,L=817MM。质量流量G=200~400Kg/(m2·s),热流密度q=5~15KW/m2,饱和压力p,饱和=0.414880MPa,饱和温度T,饱和=283.15K。



低压碳钢板卷管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。碳钢板卷管在我国钢板卷管业中具有重要的地位。 低压碳钢板卷管的规格用外径*壁厚毫米数表示。低压碳是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合金钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。碳钢板卷管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢板卷管。

首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。


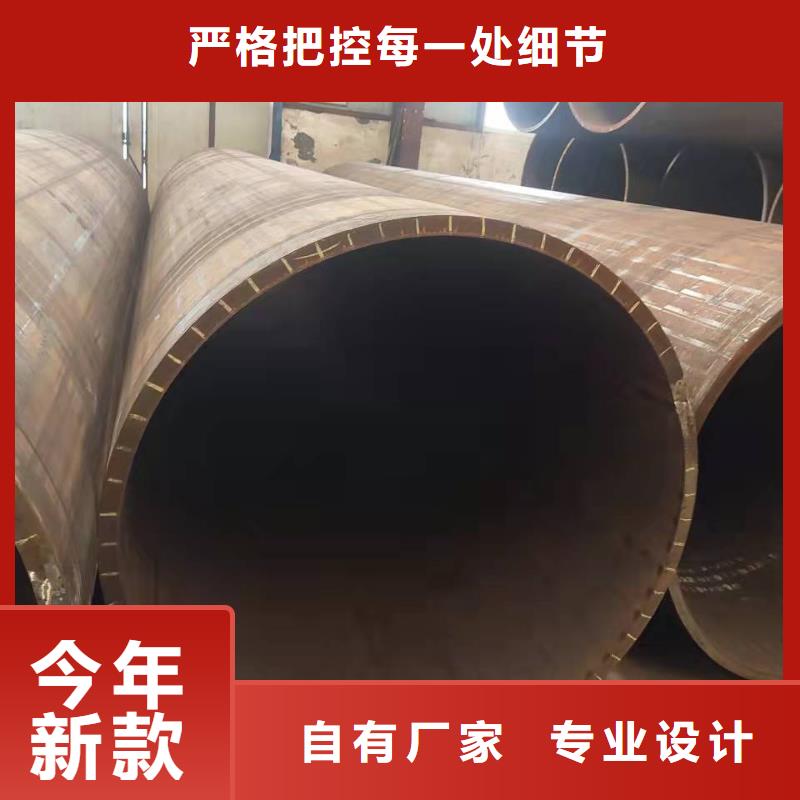
钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。



十多年来,山特金属制品有限公司凭借雄厚的技术力量,丰富的施工经验,严密科学的管理体系,承建了众多标志性 江苏淮安滤水管工程,赢得了新老客户的赞扬和肯定,在同行业中享有很高和良好的信誉。


山特金属有限公司小口径钢板卷管对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 小口径钢板卷管焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。



