


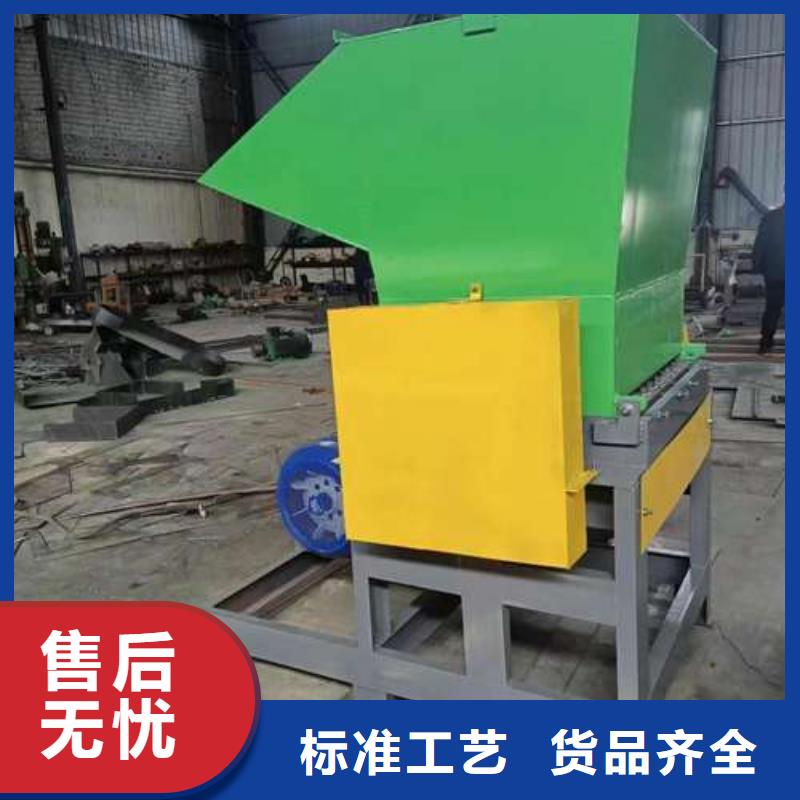
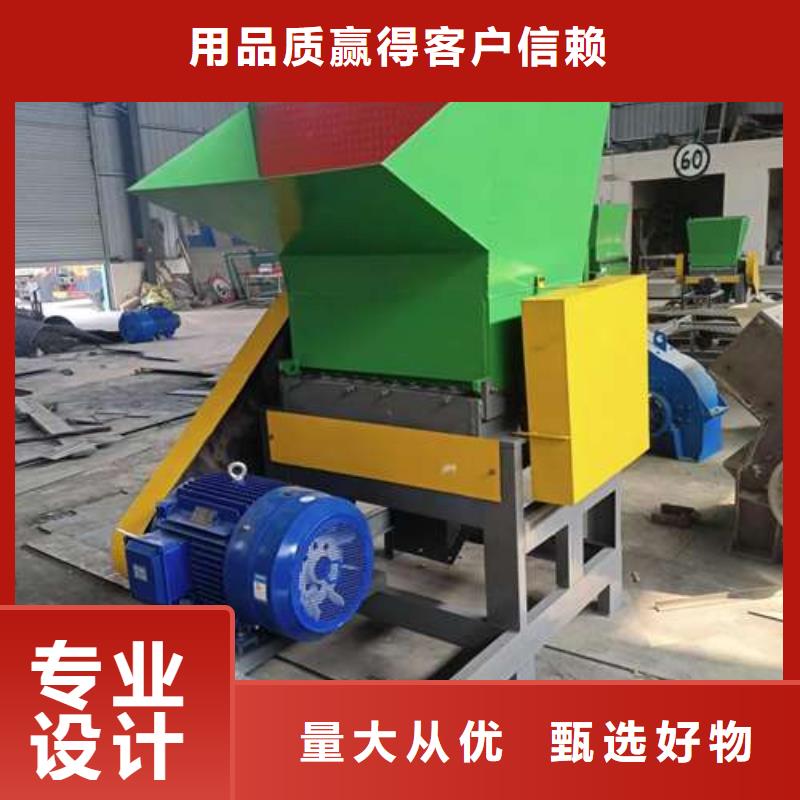


一分钟的时间,对于了解我们的#废品塑料粉碎机#实力厂家产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:#废品塑料粉碎机#实力厂家的图文介绍

禾凡机械设备有限公司服务优势
售前的【贵州贵阳塑料粉碎机生产厂家】服务团队,为客户提供售前产品咨询服务和售后【贵州贵阳塑料粉碎机生产厂家】产品保障服务。
售中积j i与客户洽谈业务合作、无偿进行现场技术交流、实地考察、【贵州贵阳塑料粉碎机生产厂家】产品设计。
售后完善的售后服务,公司成立10多人的【贵州贵阳塑料粉碎机生产厂家】售后团队服务覆盖全国各地。


塑料粉碎机是一种粉碎塑料材料的机器设备。注塑机等很多设备在生产原料时,会产生次品和喷料,都可以及时放入塑料粉碎机。粉碎完成后,粉碎将保持清洁。与干燥条件。 在一定比例的情况下,原料和喷嘴被粉碎、混合、成型,生产出良好的产品,可以回收利用。在日常生活中,有很多塑料日用品,而塑料的回收过程是通过塑料粉碎机进行处理的。可以说,塑料粉碎机与我们的生活息息相关。 据调查数据显示,我国粉碎机械未来发展的主要方向是产品升级带来的市场份额,以及通过新产品的创新研发形成新的增长点。在我国塑料制品行业的技术不断成熟中,同时对塑料粉碎机技术提出了更高的要求。业内很多专家表示,智能化将成为塑料粉碎机发展的新方向。 现在互联网时代,下一个肯定是智能互联网时代,那传统设备赋能肯定是必然趋势。科学技术的突飞猛进,现在普遍开始采用“以塑代钢,以塑代木”来缓解社会资源的匮乏,塑料也渐渐在我们日常生活中充当着重要角色,因此,塑料制品垃圾随处可见。那塑料粉碎机就必不可少,塑料的不一样,粉碎机也得不一样才能针对性粉碎。塑料粉碎机其系统结构、模糊控制器的设计及模糊控制器的PLC实现。 该系统无论是动静态性能还是抗干扰性能均有较好的实用性及稳定性,能较好地实现粉碎机的恒转矩控制。我们星标粉碎机的控制方案的动静态性能和抗干扰性较好,达到了出料口的自动调节控制和排料功率的化,且粉碎工作稳定。设计了粉碎脆性材料粉碎机,验证了其惯性旋转驱动器的有效性,该驱动器可控制物料的大小。



?塑料粉碎机配件的清洗同样很重要,也很专业,不知道大家是否清楚。上回我们说过粉碎机的清洗步骤和方法,这次来说下它的配件清洗。一台塑料粉碎机的耐用程度,使用寿命,其实还是取决于它的各个配件,只有配件好用、干净才不影响整体。 塑料粉碎机针对配件的清洗,我们可以根据具体的清洗性质进行选择。种是人工清洗。 1、关掉电源,将生产中所有物料按物料进出站程序送交中间站 2、 挂设备待清洁状态牌。 3、打开粉碎机,将收料袋、筛网、可拆卸风管等移入清洁间水槽内。 对于人工清洗,需将塑料粉碎机的相关配件进行拆卸,将清洗池中的水加热至80℃,并加入煤油、柴油进行浸泡。等清洗池中的水降低到人体温度时,可利用清洁刷将塑料粉碎机配件中的积灰、杂物等刷掉,再用棉纱布对其进行擦拭即可。 再将塑料粉碎机零件放入装有柴油、煤油清洗液的容器中,利用棉纱擦洗,或用毛刷进行刷洗。这种方法操作简便,但效率低,适用于单件小批量、小型零件。不可用汽油,因有性,会损害问题,还容易造成火灾的发生。 4?向水槽内注入约2/3体积的30~40℃温水,浸泡10-30min,再用流水分别将收粉袋正反面反复洗涤至收粉袋洁净;筛网、风管用软毛刷洗涤致水液澄清。用离子水冲洗三遍。在与粉碎间相同的级别洁净区内干燥,备用。 5用洁净的专用擦布沾取温水分别将粉碎机物料进口、粉碎机内腔、物料出口、收粉室反复擦拭至洁净。 6.?用去离子将粉碎机内壁及输粉管、旋风分离器彻底擦拭清洁 7?用洁净的干毛巾将上述各部位擦干,再用75%的乙醇擦拭清洁 喷洗:将具有一定压力、温度的清洗液喷射到塑料粉碎机零件表面,从而让其达到油污的效果。这种方式效果非常明显,且生产效率高,但设备复杂,适用于清洗形状不复杂,且表面有严重油垢的零件清洗过程中。 煮洗:将配置的溶液,以及被清洗的塑料粉碎机零件一起放入用清洗池中,用池下炉灶将其加温至80℃至90℃范围内,煮洗3min至5min即可。 塑料粉碎机配件的第二种清洗方式——超声清洗。这种依靠设备清洗,则是依靠清洗液的化学作用与引入清洗液中的超声波振荡共同作用,得以去除塑料粉碎机零部件上的油污。这种机器清洗会比较简单,但干净程度可能会差些。


由于塑料粉碎机辊皮堆焊工艺不合理,辊皮堆焊后的硬度满足不了生产要求,使用 2-3周后就需车削,辊皮使用寿命周期短,堆焊后合格的辊皮必须要有良好的耐磨性和较强的韧性,以保证破碎辊服役过程中不断裂和有较长的使用寿命,同时车削装置上就地进行车削,破碎辊的使用寿命较短,车削破碎辊工作效率低等是大多数烧结厂普遍存在的问题。 塑料粉碎机每台的工作效率是多长时间呢?四辊破碎机的辊皮由于长时间高负荷工作,磨损情况比较严重,辊皮工作一段时间后,首先中部磨损凹陷,造成煤粉粒度较大,经过几天的磨损和冲击,辊皮表面就会凹凸不平,需对辊皮进行在线切削作业,当辊面厚度车削磨损至30-40mm时就要报废,造成较大的成本负担,因此,一般情况下当车削到强力粉碎机使用工作层接近极限时,对其进行堆焊作业,恢复其辊皮工作设计直径,由于辊皮在堆焊过程中开裂倾向相当敏感,采用普遍的堆焊方法,辊皮易开裂造成报废。



