






莎伦法:1939年美国莎伦公司投产一台新型的热镀锌机组,所以也叫莎伦法。该法是在退火炉内向带钢喷射氯化氢气体并使带钢达到再结晶温度,所以也称为气体酸洗法。采用氯化氢气体酸洗,不但能去除带钢表面的氧化皮,而且同时去除了带钢表面的油脂,由于带钢表面被氧化气体腐蚀,形成麻面,所以使用莎伦法所得到的镀层粘附性特别好。但是由于设备腐蚀严重,由此造成很高的设备维修和更新费用。因而此种方法很少被采用。
改良森吉米:它是一种更优越的热镀锌工艺方法;它把森吉米尔法中各自独立的氧化炉和还原炉由一个截面积较小的过道连接起来,这样包括预热炉、还原炉和冷却段在内的整个退火炉构成一个有机整体。实践证明,该法具有许多优点:优质、高产、低耗、等优点已逐渐被人们所认识。其发展速度非常快,1965年以来新建的作业线几乎全部采用了这种方法,近年来老的森吉米尔机组也大都按照此方法进行了改造。



1、铁基表面被锌液溶解形成锌-铁合金相层;
2、合金层中的锌离子进一步向基体扩散形成锌铁互溶层;
3、合金层表面包络着锌层。
1.附着量:耐蚀性主要决定于镀锌层的厚度,故量测厚度常为主要判定镀锌质量好坏的根据,镀锌层受钢材表面的成分、结构不同而有不同的反应,另进出锌溶液的角度、速度亦有很大的影响。故预得完全均一的镀层厚度,实际上不太可能。所以量测附着量不能以单一点(部位)来判定,必须要量测其单位面积(㎡)平均附着锌重(g)才有意义。
量测附着量的方法有很多种,如破坏性的切片金相观测法、酸洗法,非破坏性的膜厚计法、电化学法、进出货重量差估计法等。一般常用的为膜厚计法及酸洗法。


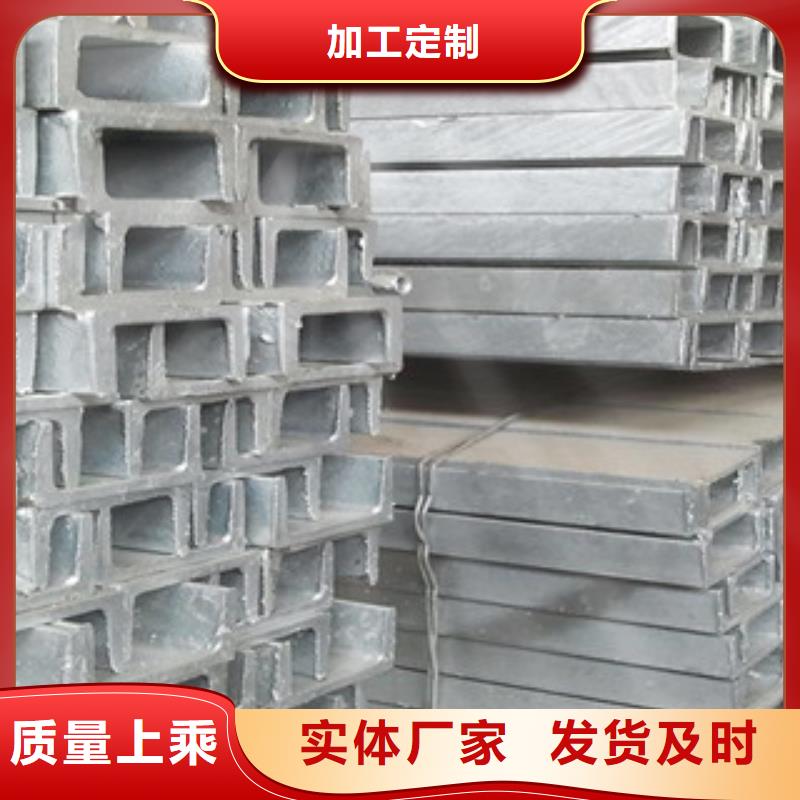
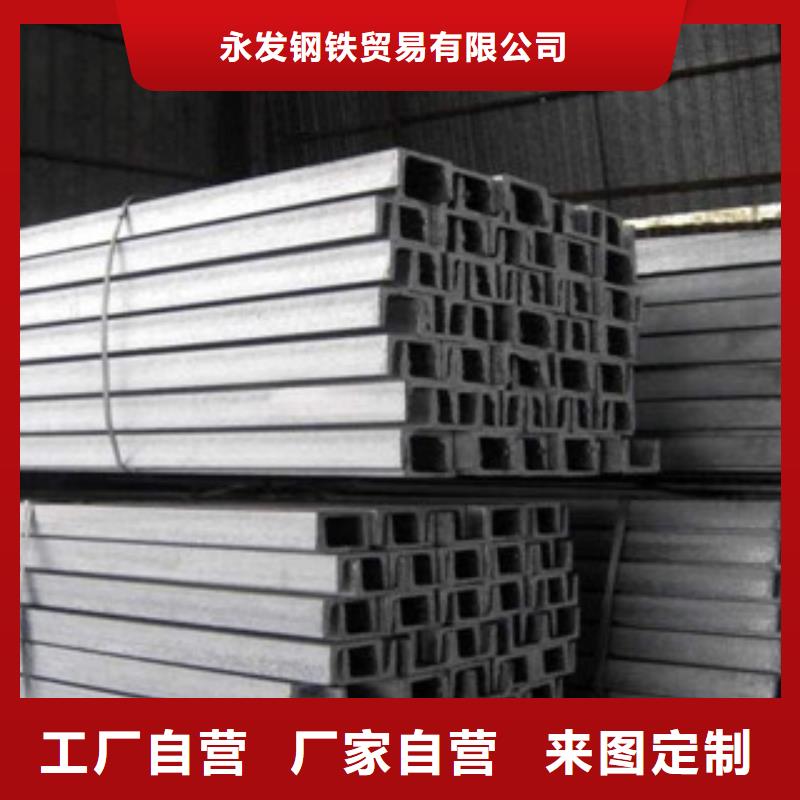
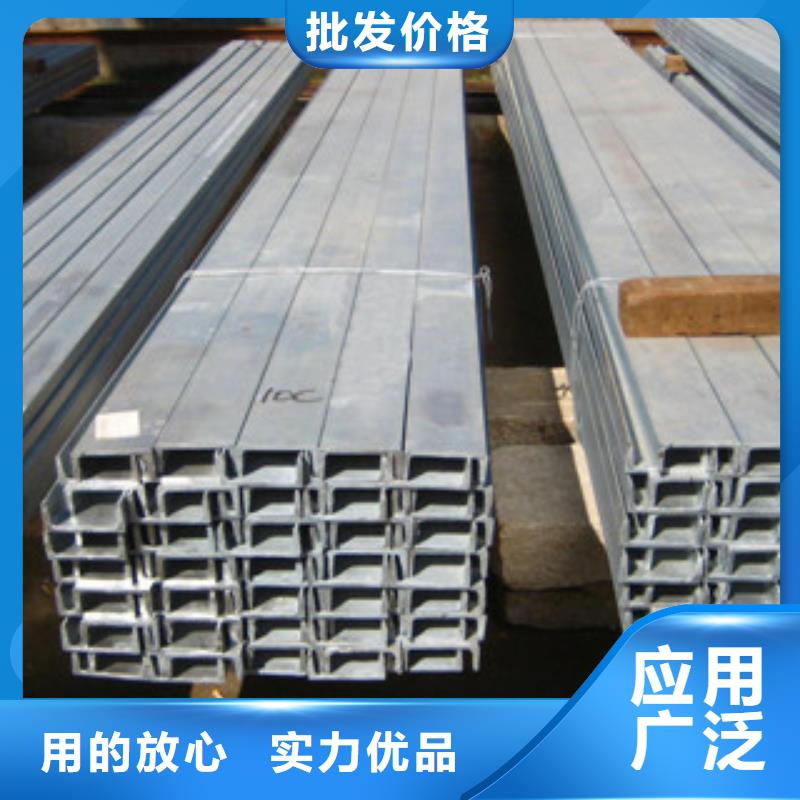
威海永发钢铁贸易有限公司承诺:将继续以市场为导向,以科技为依托,逐步更新现有 日标镀锌槽钢生产设备以 日标镀锌槽钢产品品质,不断引进高级管理人才和技术人才以提高企业的管理能力和技术水平,使企业在市场经济的浪潮中创造更辉煌的业绩。



热镀锌槽钢工艺流程:原料检验→酸洗→清洗→助锌→烘干→镀锌→冷却→钝化→清洗→成品检验→检验打包等。
按照习惯往往根据镀前处理方法的不同把热镀锌工艺分为线外退火和线内退火两大类。
1、线外退火
线外退火就是热轧或冷轧钢进入热镀锌作业线之前,首先在抽底式退火炉或罩式退火炉中进行再结晶退火,这样,镀锌线就不存在退火工序了。钢材在热镀锌之前必须保持一个无氧化物和其他脏物存在的洁净的纯铁活性表面。这种方法是先由酸洗的方法把经退火的表面氧化铁皮,然后涂上一层由氯化锌或由氯化铵和氯化锌混合组成的溶剂进行保护,从而防止钢材再被氧化。
(1)湿法热镀锌
钢材表面的溶剂不经烘干(即表面还是湿的)就进入起表面覆盖有熔融态溶剂的锌液进行热镀锌。此方法的缺点是:
a.只能在无铅状态下镀锌,镀层的合金层很厚且粘附性很坏;
b.生成的锌渣都积存在锌液和铅液的界面处而不能沉积锅底(因为锌渣的比重大于锌液而小于铅液),这样钢材因穿过锌层污染了表面。
