


1、材料强度高,自身重量轻
钢材强度较高,弹性模量也高。与混凝土和木材相比,其密度与屈服强度的比值相对较低,因而在同样受力条件下钢结构的构件截面小,自重轻,便于运输和安装,适于跨度大,高度高,承载重的结构。
2、钢材韧性,塑性好,材质均匀,结构可靠性高
适于承受冲击和动力荷载,具有良好的抗震性能。钢材内部组织结构均匀,近于各向同性匀质体。钢结构的实际工作性能比较符合计算理论。所以钢结构可靠性高。
3、钢结构制造安装机械化程度高
钢结构构件便于在工厂制造、工地拼装。工厂机械化制造钢结构构件成品精度高、生产效率高、工地拼装速度快、工期短。钢结构是工业化程度 的一种结构。
4、钢结构密封性能好
由于焊接结构可以做到完全密封,可以作成气密性,水密性均很好的高压容器,大型油池,压力管道等。
5、钢结构耐热不耐火
当温度在150℃以下时,钢材性质变化很小。因而钢结构适用于热车间,但结构表面受150℃左右的热辐射时,要采用隔热板加以保护。温度在300℃ -400℃时.钢材强度和弹性模量均显著下降,温度在600℃左右时,钢材的强度趋于零。在有特殊防火需求的建筑中,钢结构必须采用耐火材料加以保护以提高耐火等级。
6、钢结构耐腐蚀性差
特别是在潮湿和腐蚀性介质的环境中,容易锈蚀。一般钢结构要除锈、镀锌或涂料,且要定期维护。对处于海水中的海洋平台结构,需采用“锌块阳极保护”等特殊措施予以防腐蚀。
7、低碳、节能、绿色环保,可重复利用
钢结构建筑拆除几乎不会产生建筑垃圾,钢材可以回收再利用。
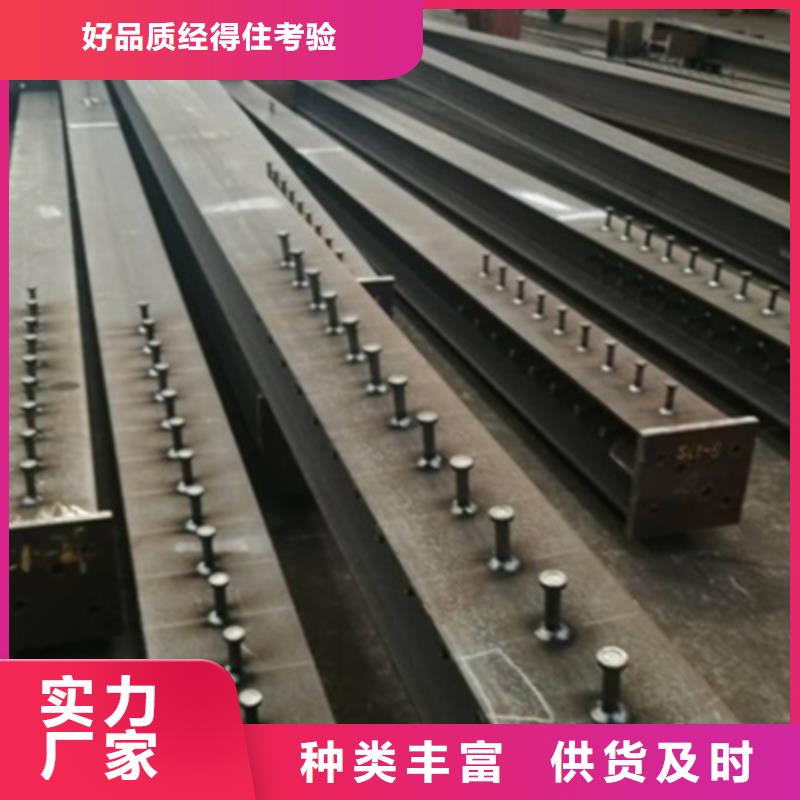
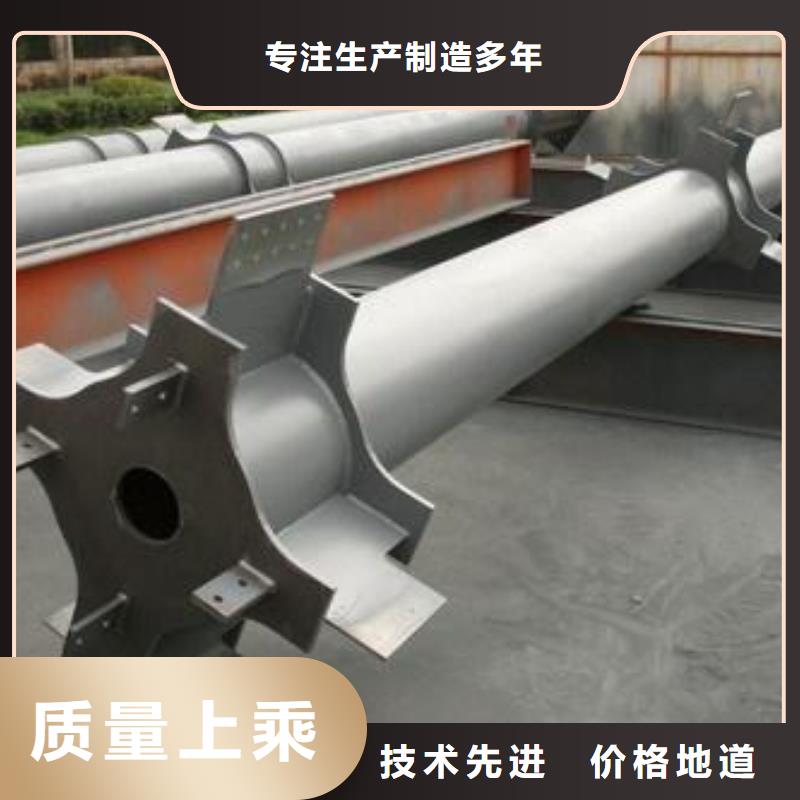
钢结构高频焊接H型钢客户好评")
钢结构高频焊接H型钢客户好评")
钢结构高频焊接H型钢客户好评")
钢结构高频焊接H型钢客户好评")
三、安装焊接程序及一般规定
焊接的一般顺序为:焊前检查 →预热除锈 → 装焊垫板和引弧板→ 焊接 → 检验
1.焊前检查坡口角度、钝边、间隙及错口量,坡口内和两侧的锈斑、油污、氧化铁皮等应清除干净。
2.预热。焊前用气焊或特制烤枪对坡口及其两侧各100mm范围内的母材均匀加热,并用表面测温计测量温度,防止温度不符合要求或表面局部氧化,预热温度。
3.重新检查预热温度,如温度不够应重新加热,使之符合要求。
4.装焊垫板及引弧板,其表面清洁程度要求与坡口表面相同,垫板与母材应贴紧,引弧板与母材焊接应牢固。
5.焊接: 层的焊道应封住坡口内母材与垫板的连接处,然后逐道逐层累焊至填满坡口,每道焊缝焊完后,都必须清除焊渣及飞溅物,出现焊接缺陷应及时磨去并修补。
6.一个接口必须连续焊完,如不得已而中途停焊时,应进行保温缓冷处理,再焊前,应重新按规定加热。
7.遇雨、雪天时应停焊,构件焊口周围及上方应有挡风、雨棚,风速大于5m/s时应停焊。环境温度低于零度时,应按规定采取预热和后热措施施工。
8.碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成24h以后,进行焊缝探伤检验。
9.焊工和检验人员要认真填写作业记录表。
钢结构高频焊接H型钢客户好评")
钢结构高频焊接H型钢客户好评")
