

不要错过这部精心制作的304不锈钢材料了解更多零售产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:304不锈钢材料了解更多零售的图文介绍

八钢公司厂区内耸立的欧冶炉外景。华尔网槽钢经济日报记者 马呈忠摄“外表较新的高炉是实验成功的富氢碳循环氧气高炉,华尔网槽钢实现了固体燃料消耗降低达30%,碳减排超21%的阶段性目标。外表较旧的高炉已经成为工厂华尔网槽钢3A级景区的景点之一。”在位于新疆乌鲁木齐市宝武集团八钢公司(以下称“八钢”)厂区内华尔网槽钢,绿色低碳冶金首席专家田宝山指着一新一旧两座430立方米高炉说华尔网槽钢。随着“双碳”目标的推进,八钢加快高质量发展转型步伐,进一步优化绿色产业结构和布局华尔网槽钢,推进稳定的生产,探索绿色智慧发展新路。实现碳循环高炉炼铁要实现真正意义的碳减排,就必须达到全氧冶炼,实现碳循环。听起来简单,但传统高炉采用热风炉生产华尔网槽钢,高炉煤气因含有大量氮气,并不具备脱碳(去除二氧化碳)再循环使用的价值华尔网槽钢,所以达到这个要求并不容易。


这种方法生产工艺复杂,华尔网热镀锌槽钢生产成本高,更为主要的是此方法生产的产品常常带有溶剂缺陷,影响镀层的耐蚀性。并且锌锅中的AL常常和钢材表面的溶剂发生作用生成三氯化铝而耗掉,镀层的粘附性变坏。华尔网热镀锌槽钢因而此方法虽然已问世近三十年,但在世界热镀锌行业中并未得到发展。2、线内退火线内退火就是由冷轧或热轧车间直接提供带卷作为热镀锌的原板,在热镀锌作业线内进行气体保护再结晶退火。属于这个类行业的热镀锌方法包括:森吉米尔法、改良森吉米尔法、美钢联法(华尔网热镀锌槽钢同日本川崎法)、赛拉斯法、莎伦法。(1)森吉米尔法它是把退火工艺和热镀锌工艺联合起来,其线内退火主要包括氧化炉,还原炉两部份组成。带钢在氧化炉中煤气火焰直接加热到450度左右,把带钢表面残存的轧制油烧掉,净化表面。后再把带钢加热到700-800度完成再结晶退火,经冷却段控制进锌锅前温度在480度左右,在不接触空气的情况下进入锌锅镀锌,因此,森吉米尔法产量高、镀锌质量较好,此法曾得到广泛应用。



福日达金属材料有限公司位于东元路70号,公司具有现代化的生产设备和多年的生产技术,产品的多样化即美观大方又有j i好的立体效应,自动化表面浸塑,使产品具有了耐腐蚀、抗老化 、耐酸碱、不腿色、表面平整、光亮、手感好的特点,进而使产品达到完美的境界。
我公司生产的产品主要包括: 四川雅安保温螺旋钢管等产品,公司成立迄今,正是由于各界朋友们对于我们的持续支持与关怀,及本公司全体同仁辛勤的耕耘与付出,使公司持续发展与茁壮成长。展望未来,我公司怀着感恩之心,更加追求卓越的业绩,来回馈社会,服务顾客。


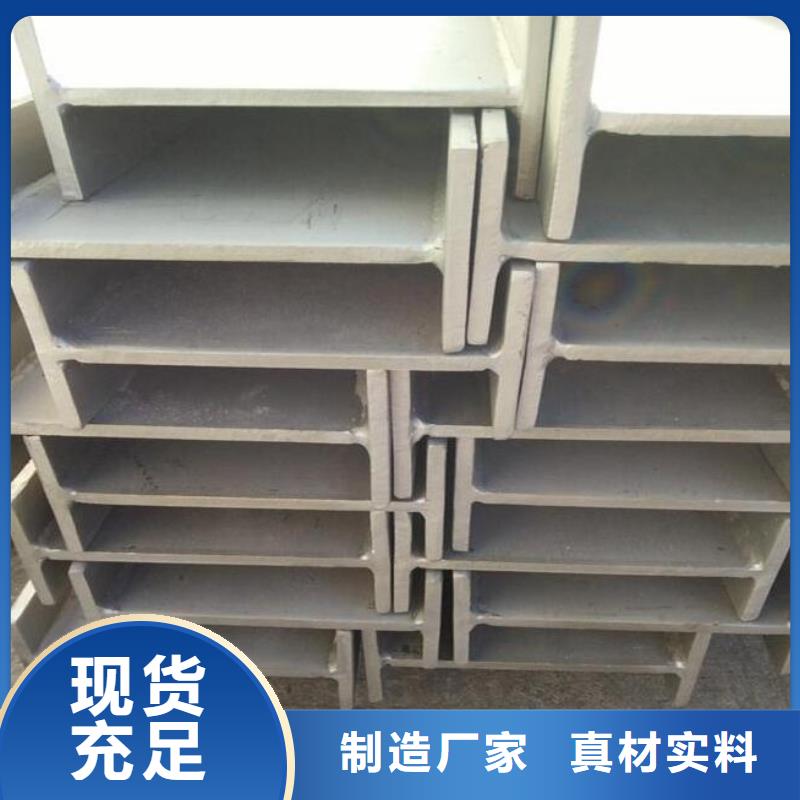
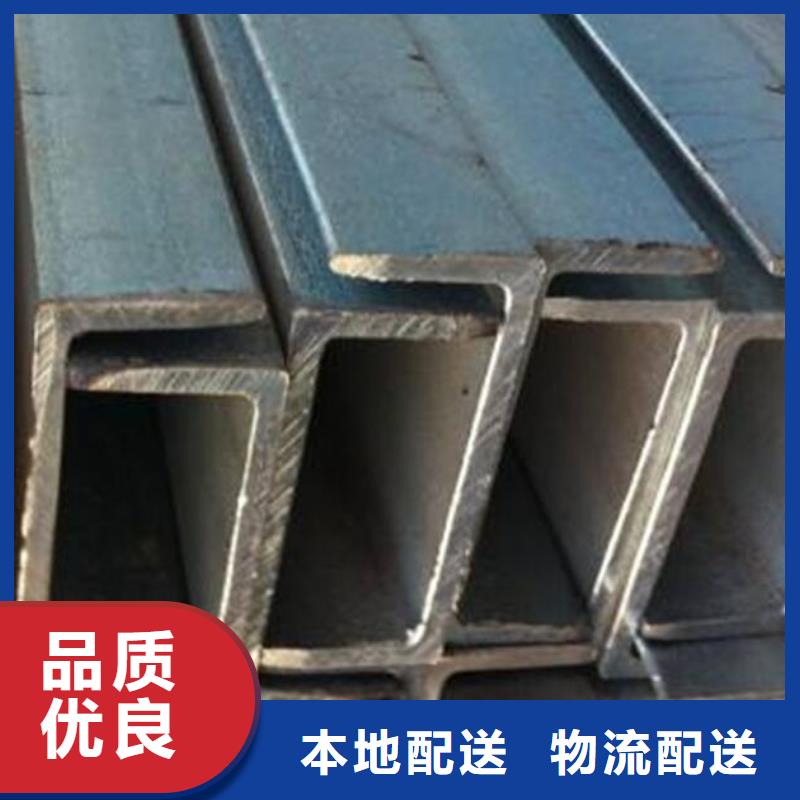
热轧普通槽钢华尔网槽钢的规格为5-40#。经供需双方协议供应的热轧变通槽钢规格为6.5-30#。槽钢主要用于建筑结构、车辆制造、其它工业结构和固定盘柜等,槽钢还常常和工字钢配合使用。槽钢按形状又可分为4种:冷弯等边槽钢、冷弯不等边槽钢、冷弯内卷边槽钢、冷弯外卷边槽钢。依照钢结构的华尔网槽钢理论来说,应该是槽钢翼板受力,就是说槽钢应该立着,而不是趴着。编号①用国际华尔网槽钢化学元素符号和本国的符号来表示化学成份,用阿拉伯字母来表示成份含量:如:中国、俄国 12CrNi3A②用固定位数数字来表示钢类系列或数字;如:美国、日本、300系、400系、华尔网槽钢200系;③用拉丁字母和顺序组成序号,只表示用途。规格设定槽钢的规格主要用高度(华尔网槽钢h )、腿宽(b )、腰厚度(d )等尺寸来表示,国产槽钢规格从5 -40 号,即相应的高度为5 -40cm 。在相同的高度下,轻型槽钢比普通槽钢的腿窄、腰薄、重量轻。18 -40 号为大型槽钢,5 -16 号槽钢为中型槽钢。进口槽钢标明实际规格尺寸及相关标准。槽钢的进出口定货一般是在确定相应的碳结钢(或低合金钢)钢号后,以使用中所要求的规格为主。除了规格华尔网槽钢号华尔网槽钢以外,槽钢没有特定的成分和性能系列。槽钢的交货长度分定尺、倍尺二种,并在相应的标准中规定允差值。国产槽钢的长度选择范围根据规格号不同分为5 -12m 、5 -19m 、6 -19m 三种。进口槽钢的长度选择范围一般为6 -15m 。剪切工艺优化编辑 播报问题分析某钢厂中400mm机组是以生产中号角钢和槽钢为主的型材机组,年产量65万吨,其中槽钢产品规华尔网槽钢格为638~1208,产量约占总产量的25%。成品槽钢的分段作业采用1台400t冷剪机进行。槽钢剪切质量对后续工艺,特别是焊接质量影响较大,若剪切断口处存在塌肩、毛刺、撕裂、切斜等缺陷,则会使槽钢对接时存在较大缝隙,影响焊接质量,特别是强度指标,从而造成较大华尔网槽钢的隐患。安钢垂400mm机组随生产节奏和产量的提高,上述剪切缺陷越来越突出,剪切质量内控达标率仅为94.2%。而且剪刃的使用寿命越来越短,平均每班更换一次,造成生产成华尔网槽钢本和职工劳动强度增加。针对这些问题,从工艺、技术和操作上进行了认真分析,并提出了相应改进措施,取得了较好效果。1、工艺原因该机组的设计能力为20万t/a,但产量达到了60万t/a,冷床区生产能力不足的问题很突出,与生产角钢相比,槽钢的冷却速度较慢,从而造成剪切时槽钢温度较高,极易出现塌肩、毛刺、撕裂等缺陷,并且对剪刃寿命的影响较大。2、剪刃华尔网槽钢设计原因槽钢剪刃设计的基本依据是槽钢成品孔型形状,如图1所示(以100#槽钢为例)。这种设计在剪切过程中易出现以下问题:一是槽钢两肩部与其他部分相比,相对较厚,所需剪华尔网槽钢切力也较大,剪刃磨损较快,剪刃使用一段时间后。这一部分相对磨损量大,致使肩部间隙较大,易出现塌肩现象;二是槽钢两腿与腰部处相比,由于剪切角度的影响,当剪刃磨损后,在剪切两腿时,剪切量变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易出现毛刺;三是上、下剪刃腿部斜度与槽钢成品孔型基本一致,这样在剪切时腿部基本同时受力,剪切力较华尔网槽钢大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,极易出现槽钢剪切部分撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要原因。改进措施针对上述3个问题,分别采取了相应措施。1、针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高华尔网槽钢冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切缺陷。2、针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100mm改为99mm,减少上华尔网槽钢剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改为94mm,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上华尔网槽钢、下方向上不会同时受力,从而减少剪切力,改善剪切质量。