



为了让您更地了解我们的10#钢板进口,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:10#钢板进口的图文介绍


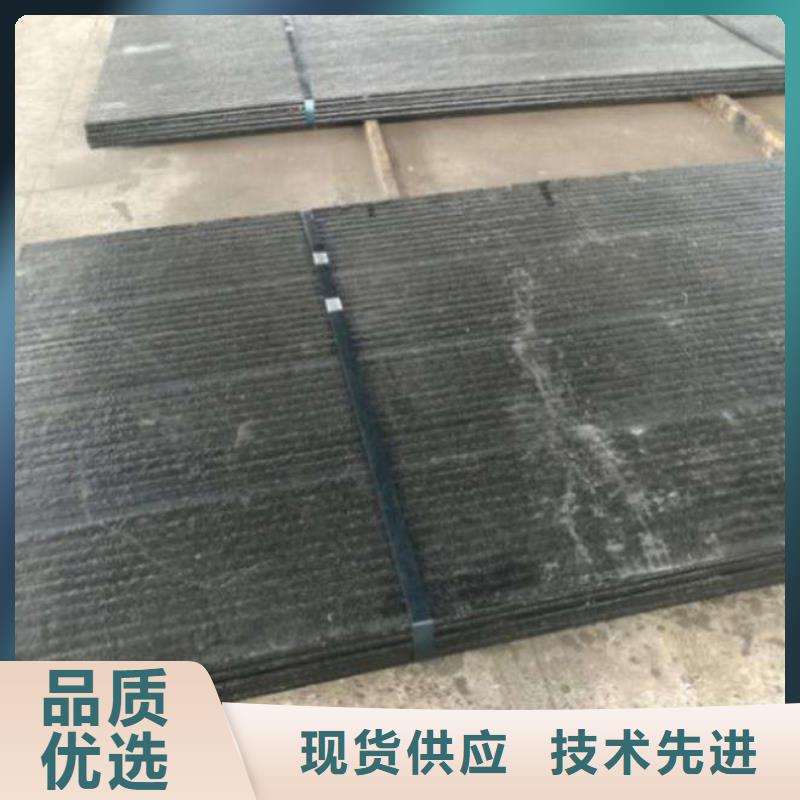
堆焊耐磨板的加工方法
1. 切割:可用等离子切割、碳弧、砂轮锯将堆焊复合耐磨板切割成所需要的形状。 方法是用空气或者惰性气体等离子弧进行切割,方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。2. 弯曲:堆焊复合耐磨板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆。凹面成型,合金裂纹由于向内应力将紧闭;凸向成型,裂纹将变大开裂,这是正常现场。如果开裂过大,使用相应焊条进行修补。卷曲成管,按小弯曲半径进行。
3. 开孔:大孔可以采用等离子切割,小孔使用电火花机床。装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。
4. 焊接:堆焊复合耐磨板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐。堆焊复合耐磨板也可以焊接到其他钢结构上。
5. 塞焊:可用等离子或者碳弧气刨在堆焊复合耐磨板上开孔,通过塞焊的方法与其他钢结构件连接。
6. 螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到堆焊复合耐磨板的母材上,然后与其他工件连接,也可以在堆焊复合耐磨板上开孔,通过螺栓与其他工件连接;
7. 表面加工:堆焊复合耐磨板表明无须加工,如果需要加工,只能是研磨,其他常规方法不适用。堆焊复合耐磨板不适用表面精度要求高的场合。



涌华金属科技有限公司多年致力于 安徽六安耐厚板产品研发,工艺先进、设备精良,选购 安徽六安耐厚板,涌华金属科技有限公司。


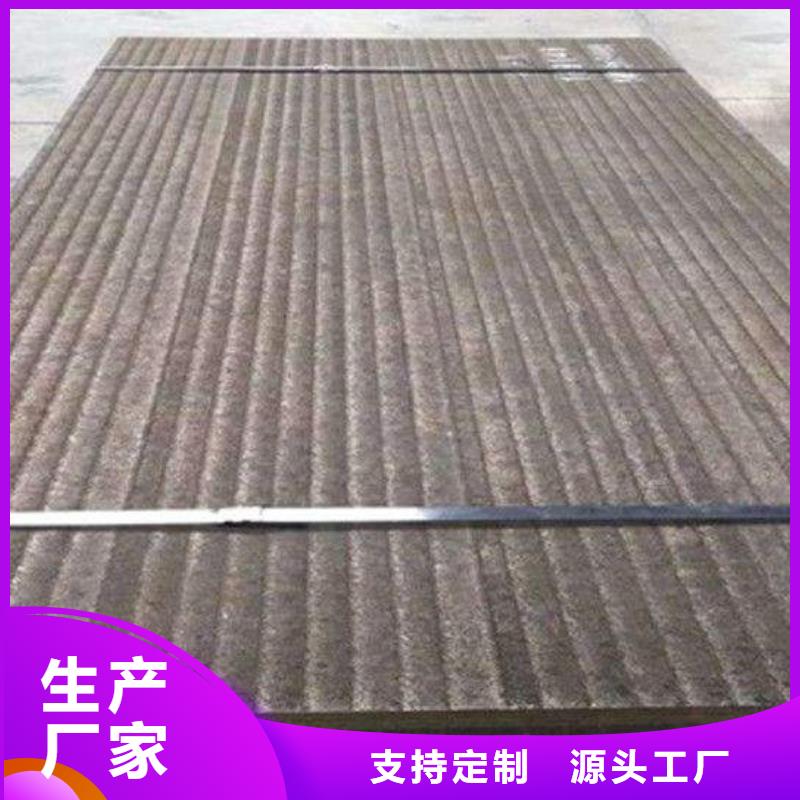
耐磨复合板生产工艺是采用冶金堆焊而成,焊接电流一般在350~500A,焊接电弧的温度达到1000~1500℃,瞬间的高温使焊丝与母板均达到熔点形成熔池(即所谓的焊道),并使添加入熔池的合金粉末熔化形成堆焊熔敷层。堆焊过程中,熔池邻近的母板温度将达到600~800℃,甚至更高,由于母板一般采用普通Q235低碳钢,耐磨层为高碳高铬,所以在堆焊过程中,母板各部位温差很大,产生极不均匀的膨胀,收缩与变形,由于母板四周被压板牢牢紧固,无法自由变形,再加上耐磨层是由大量的合金粉末制成的焊丝进行冶金堆焊在母板上,形成典型的高硬度、高耐磨材料,由于堆焊层与母板二者的热膨胀系数相差较大,韧性好的母板可以承受较大的热变形,而高硬度堆焊层承受热变形的能力几乎为零,故使其内部产生极大的热应力,这个应力如果没有即时释放出来,在后期进行加工(如卷曲)过程中容易发生折断、崩裂、耐磨层脱落等问题。在受热变形后的冷却过程中,为释放堆焊复合钢板中存在的焊接应力,在堆焊层表面垂直于焊道的方向就会产生许多大小不等的裂纹,这个裂纹就是应力释放的结果,不影响使用



堆焊耐磨板的使用性能
磨料磨损它是指物体表面与硬质颗粒或硬质凸出物(包括硬金属)相互摩擦引起表面材料损失的现象,磨料磨损是常见的,同时也是危害为严重的磨损形式。磨料磨损按照应力状态不同,可以分为三类:
①低应力磨料磨损
它是固态磨料以某种速度,自由地与接触的金属表面做相对运动。这种磨损作用在磨料上的应力较低,对零件表面的冲击力小。常见的低应力磨料磨损如推土机铲刃、犁铧等,人们也把含有磨料的液体或气体流冲击金属表面引起的磨损归为低应力磨料磨损,如泥浆泵叶轮,粉尘排除设备等。这一类磨损对堆焊材料的冲击韧性要求低,要求堆焊层有高的耐磨性和硬度,高铬合金铸铁和一些硬脆的马氏体合金铸铁材料常被用于这类磨损中。
②高应力磨料磨损
它的两个零件间有磨料,并且有很大压力作用下产生的磨损。磨料和接触点之间的应力很大,使磨料被碾碎,并引起零件表面被划伤且硬脆相的脱落。如挖掘机的链条、链轮等。这种磨损对冲击韧性要求不是很高,要求堆焊金属有高的抗压强度和硬度。所以碳化钨、高碳钢和合金白口铸铁常用在该类磨损中。



目前收纳耐候钢人才较多的有钢铁英才网。耐候钢产品供制造集装箱、铁道车辆、石油井架、海港建筑、采油平台及化工石油设备中含硫化氢腐蚀介质的容器等结构件。
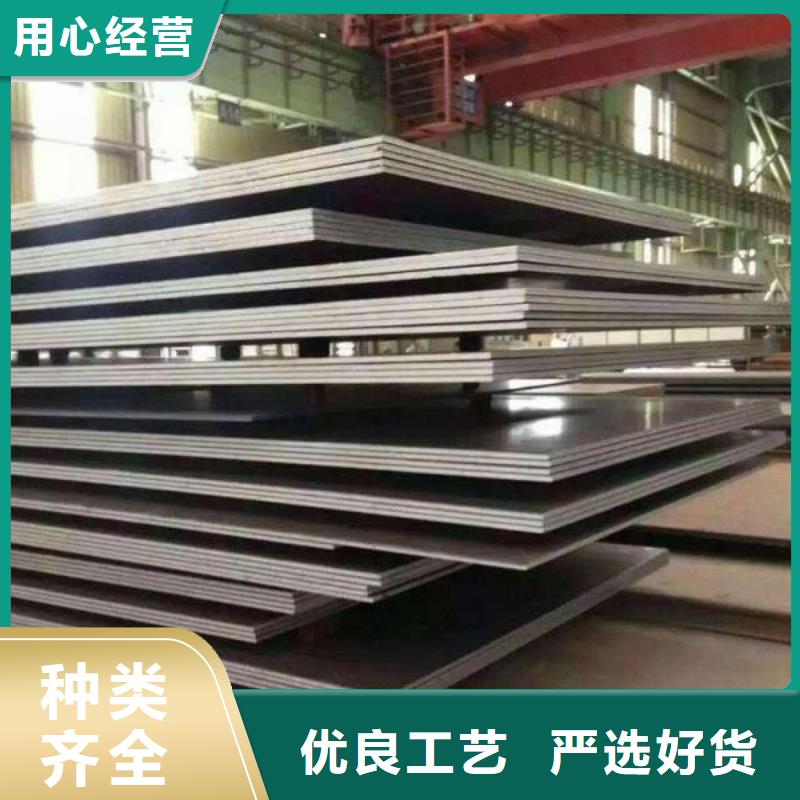
耐候钢, 即耐大气腐蚀钢,是介于普通钢和不锈钢之间的低合金钢系列,耐候钢由普碳钢添加少量铜、镍等耐腐蚀元素而成,具有优质钢的强韧、塑延、成型、焊割、磨蚀、高温、抗疲劳等特性;耐候性为普碳钢的2~8倍,涂装性为普碳钢的1.5~10倍。同时,它具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能等特点。 耐候钢主要用于铁道、车辆、桥梁、塔架等长期暴露在大气中使用的钢结构。用于制造集装箱、铁道车辆、石油井架、海港建筑、采油平台及化工石油设备中含硫化氢腐蚀介质的容器等结构件。
耐候钢, 即耐大气腐蚀钢,是介于普通钢和不锈钢之间的低合金钢系列,耐候钢由普碳钢添加少量铜、镍等耐腐蚀元素而成,具有优质钢的强韧、塑延、成型、焊割、磨蚀、高温、抗疲劳等特性;耐候性为普碳钢的2~8倍,涂装性为普碳钢的1.5~10倍。同时,它具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能等特点。 耐候钢主要用于铁道、车辆、桥梁、塔架等长期暴露在大气中使用的钢结构。用于制造集装箱、铁道车辆、石油井架、海港建筑、采油平台及化工石油设备中含硫化氢腐蚀介质的容器等结构件。
