


为了给您提供更的15CrMo无缝钢管生产产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:15CrMo无缝钢管生产的图文介绍
钢兴钢管 有限公司生产的每一个 浙江丽水大口径钢管在出厂的时候都经过质检员进行出厂检验,检验员必须按照 浙江丽水大口径钢管检验的项目逐项检验,必须进行记录同时存档,质检员签字后方可发货,所以我们在售的每一个 浙江丽水大口径钢管产品都可以放心的购买。



直逢焊钢管与螺旋焊钢管有什么不同?
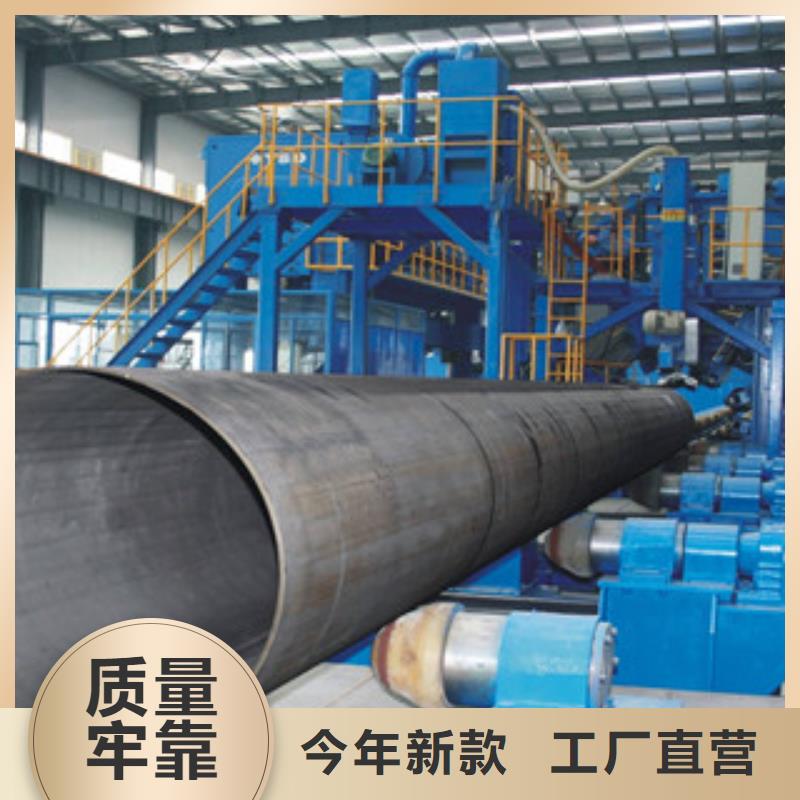
螺旋焊接钢管螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同
可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
螺旋焊接钢管螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同
可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。



直缝焊管又叫直缝钢管,由钢管的焊接处成一条直线而得名。凡是钢带生产在高频焊接设备中直接焊接的管子都叫直缝焊管,由于用途不同,所以生产工序也不同,大多为架子管,电线套管,流体管,护栏支架等。直缝焊管性能特点:母材的 超声检测, 保证了管体 的内在质量 ;没有拆卷--圆盘剪的工序, 母材压 坑、 划伤少; 应力后的成品管基本上不存在残余应力; 焊缝短, 产生缺陷的概率小; 可以有条件的输送潮湿的酸性天然 气;扩径后, 钢管的几何尺寸精度高;焊接是在成型完成后, 在水平位置沿 直线进行的, 因此, 错边、 开缝、 管径周长控制 较好, 焊接质量优良。


直缝高频电阻焊管(ElectricResistanceWelding,简称为ERW)与无缝钢管 的区别在于ERW有条焊缝,这也是ERW钢管质量的关键所在。现代化的ERW钢管生产工艺和设备,由于国际上,尤其是美国等多年的不懈努力,使得ERW钢管的无缝化已经有了比较满意的解决。有人把ERW钢管的无缝化分为几何无缝化和物理无缝化。几何无缝化就是ERW钢管的内外焊缝毛刺。由于内毛刺系统的结构和刀具的不断改进和完善,大中口径的钢管内毛刺的已有了较好的处理。内毛刺可控制在-0.2mm~+0.5mm左右。物理无缝化是指焊缝内部的金相组织与母材之间存在差别而导致焊缝区域机械性能下降,需要采取措施使其均化、一致化。ERW钢管的高频焊接热过程,造成了管坯边缘附近温度分布梯度,并形成了熔化区、半熔化区、过热组织、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接温度在1100℃以上,奥氏体晶粒急速长大,在冷却条件下会形成硬而脆的粗晶相,此外温度梯度的存在会产生焊接应力。



