


弯管,中频弯管真正让利给买家的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:弯管,中频弯管真正让利给买家的图文介绍

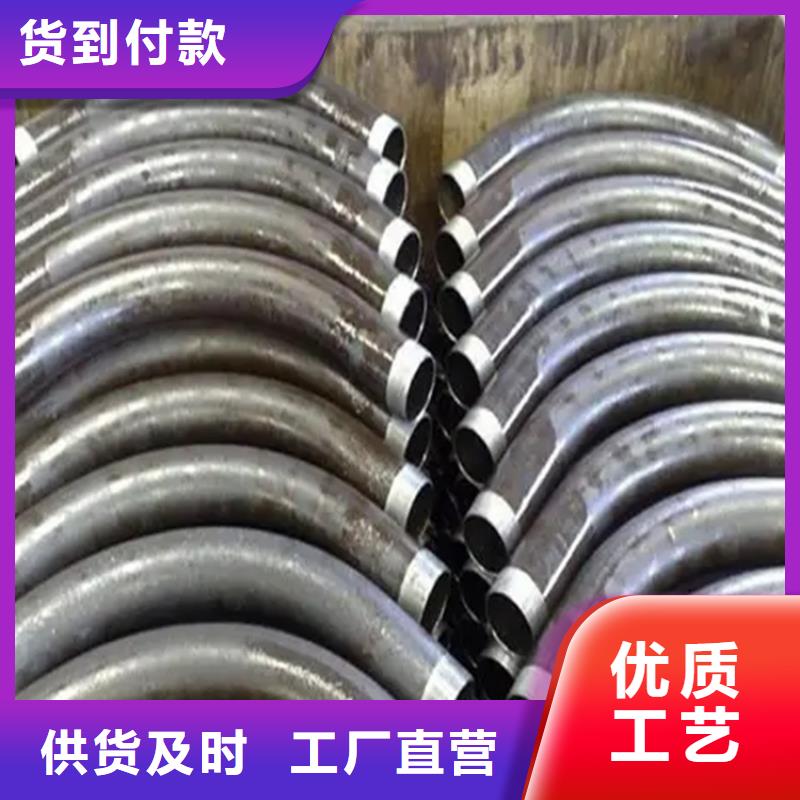
在日常生活、工作中。都会遇到直管拉弯成各种形状进行使用。弯管是采用成套弯曲模具进行弯曲的,无论是哪一种机器设备,大部分都用到弯管,主要用以输油、输气、输液等,在飞机及其发动机上更占有相当重要的地位。在这么重要的使用情况下,对于弯管的加工方法我们了解多少呢?下面小编就给您讲讲弯管加工常用的五种方法介绍。 1、冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。 2、弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。 3、鼓胀法:一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把弯管鼓成所需要的形状,波纹管的生产大部分用的是这种方法 4、锻压法:用型锻机将管子端部或一部分予以冲伸,使管件外径减少,常用型锻机有旋转式、连杆式、滚轮式。 5、滚轮法:在管内放置芯子,外周用滚轮推压,用于圆缘加工。 6、滚轧法:一般不用芯轴,适合于厚壁管内侧圆缘。 以上内容就是无锡弯管加工常用的五种方法介绍,希望看完上述内容后在您以后的加工中对您能有所帮助。如想了解更多相关内容,欢迎随时联系我们!


弯管制做工艺:冷弯型钢与热弯机有什么不同点。做为大部分领域都是会采用的商品,弯管 一直以来在市面上面有着极高影响力,并且通过制做工艺持续的升级、更新换代,令商品总体品质都是有显著提高,可是以工艺技术性来讲,现阶段关键分成冷弯型钢、热弯机二种不一样的方式,虽然制做出來的商品同样,殊不知制作过程却有差别。 弯管制做工艺:冷弯型钢与热弯机有什么不同点 一:制做专用工具不一样 冷弯型钢与热弯的工艺差别,取决于制做专用工具不一样,以冷弯型钢来讲,是以弯管机模套做为制做步骤的关键,可是热弯机则是以沙子及其弯折商品的相对应专用工具开展制做,这也促使制做商品时须要留意的关键点、关键都造成了差别。 二:制做率不一样 毫无疑问,现阶段制做弯管的工艺广泛以冷弯型钢为主导,缘故已经于这一工艺技术性的制做率,因为使用了工业设备的能量,可以确保加工厂短时间生产制造很多产品,虽然热弯机也会应用到相对应专用工具与机器设备,可是在率层面显而易见就不够与冷弯型钢相较为。 三:相同点:加温 虽然冷弯型钢与热弯机工艺在制做弯管步骤中有差别,可是二种方式在制做商品时都必须开展加温,仅仅加温的方法各不相同,冷弯型钢工艺是应用设备开展中频感应加热,而热弯机工艺则是以一般方式加温管道。 无论冷弯型钢,热弯机,只需可以制造出可以用、性的弯管,工艺的挑选事实上并不是问题,换句话说,工艺并不决策商品的品质,反而是制做资金投入的原材料才算是刚性要素,具有了不可忽视的大功效。



南平蒲城中频弯管是一家集销售配送为一体的大型 南平蒲城中频弯管企业,成立于2008年,注册资金1200万。主要销售 南平蒲城中频弯管。公司以的产品品质与服务,赢得良好的口碑。在未来的日子里,公司将以稳健的姿态,服务于广大经销商与终端用户,立志成为的 南平蒲城中频弯管服务企业。


弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。



